爱因斯坦所言“困难之中蕴藏着机遇”,占全球不锈钢用量70%的ISO M组奥氏体不锈钢,正是金属切削领域里“困局中藏突破”的典型场景。今天我们从标准溯源拆解这类材料的加工核心痛点,同步带来伊斯卡的最新技术破局方案,为精密不锈钢加工提供可落地的效率参考。
01 ISO M分组溯源
根据 ISO 513 标准,M 组应用特指使用硬质合金、陶瓷等硬切削材料加工奥氏体不锈钢。在金属切削领域,为何这类不锈钢会单独成组?加工 ISO M 材料面临哪些主要挑战?
历史上,金属切削应用的分组与切屑形成特性密切相关。设计用于加工同一组内材料的刀具通常具有相似的切削几何形状。20 世纪中期,这一起源于德国技术术语的分类方法体现在不同组别的标识字母中。最初只有三个组别:P、M 和 K。
P(源自德语"Plastisch",意为"塑性")指在加工过程中经历塑性变形、产生长而流畅切屑的材料。该组主要包括钢材,包括铁素体和马氏体不锈钢。相反,K(源自德语"Kurz",意为"短")指磨蚀性材料,如铸铁,它们形成短切屑。
介于 P 组和 K 组之间的是另一个组别,用字母 M(源自德语"Mittel",意为"中间")表示。该组包含具有复合切屑形成特性的材料:兼具长切屑钢和短切屑磨蚀性金属的特性。它也被称为"混合组",以字母 M 标识。
奥氏体不锈钢最终成为这一中间 M 组的主要分类材料。
由于高耐腐蚀性和良好的成形性,奥氏体不锈钢占全球不锈钢用量的绝大部分,估计占比超过 70%。具体而言,AISI 304 和 316(分别对应 DIN/EN W-Nr. 1.4301 和 1.4401)等奥氏体不锈钢牌号最为常用。过去在为 ISO M 材料选择切削刀具和确定切削参数时,应明确以这些牌号为基准。这在过去或许是正确的,但如今情况已有所不同。
不断变化的行业需求和冶金技术的进步,使得其他奥氏体结构不锈钢的应用范围更加广泛。"超级奥氏体"和"双相不锈钢"等术语已成为制造商日常用语中的固定词汇。尽管在刀具几何结构方面具有共性,但这些钢材的切削加工性可能与传统的奥氏体不锈钢存在显著差异。
超级奥氏体不锈钢是含高钼及较高铬、镍含量的奥氏体不锈钢,其材料组合使其具有高抗点蚀能力。
双相不锈钢具有两相(奥氏体-铁素体)冶金结构,两相比例大致相当。超级双相不锈钢是双相不锈钢的一种,含有更高比例的铬和钼,以获得更好的耐腐蚀性。
耐热奥氏体不锈钢是专门设计用于在高温(通常高于 600°C)下保持机械性能和抗氧化性的奥氏体不锈钢,具有高铬、高镍含量。因此,大部分耐热不锈钢属于 ISO S 组别,作为高温铁基合金。
02加工核心痛点
不同奥氏体钢材的切削加工性差异显著。例如,超级双相不锈钢的切削加工性评级可能约为 AISI 304 等典型奥氏体钢的一半甚至更低。那么,是什么使得加工 ISO M 材料极具挑战性?
奥氏体不锈钢具有明显的加工硬化倾向——在加工过程中随着变形而变得越来越硬。其高强度导致切削力增加。此外,这些钢的导热性差,导致切削区温度升高。它们还容易在刀具上形成积屑瘤。而且,其产生顽固切屑的倾向使切屑控制更加复杂。所有这些因素都对切削作用产生负面影响,加速刀具磨损,影响加工精度和表面质量。
双相和超级双相不锈钢比奥氏体牌号更坚韧、更具磨蚀性,使刀具磨损问题更加严重,带来了额外挑战。耐热奥氏体不锈钢由于其在高温下的强度,进一步加剧了加工硬化和切屑控制等问题。事实上,耐热奥氏体不锈钢属于最难加工的钢材类型。
03刀具优化思路
刀具制造商在显著提高 ISO M 应用性能方面有有限的方法可循。这些方法包括:开发先进的切削材料和涂层、优化刀具宏观和微观几何结构、提供高效的冷却液输送系统、增强刀具设计以提高强度和刚性。此外,为客户提供支持以帮助用户选择最合适的刀具和确定最佳加工参数也很重要。最后,确保切削材料的合理且经济高效使用仍是制造商应对手段的基本方面。
上述方法看似相当通用,原则上定义了对任何加工应用(不仅仅是 ISO M 组)提高刀具效率的策略。这确实如此;然而,系统地应用这些通用方法是确保刀具解决方案持续进步的有效途径,从看似微小的升级到加工各种工程材料(包括奥氏体不锈钢)的真正突破。
04伊斯卡创新方案
ISCAR 始终高度关注用于加工奥氏体不锈钢的高性能解决方案。近年来公司产品组合中的新产品,旨在提高 ISO M 应用的加工效率。
在钻孔产品线中,IC948——一种具有亚微米基体的新型硬质合金牌号——旨在提高加工 ISO P 和 ISO M 材料时的耐磨性。特殊的纳米多层 PVD 涂层提高了抗积屑瘤能力。
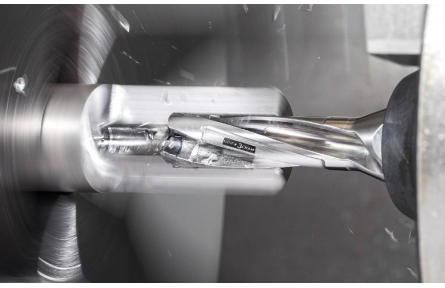
具有可更换硬质合金切削头的经济高效孔加工工具——QUICK-3-CHAM 系列——已扩展至包括三刃扩孔头。三刃设计可实现更高的生产率、更高的稳定性、更高的孔精度以及更高效的切削材料利用。一个关键特征是特殊形状的偏导器,有助于将切屑破碎成非常小的碎片。这显著提高了加工奥氏体不锈钢和高温超级合金等难加工材料时的性能。(图1)

![]()
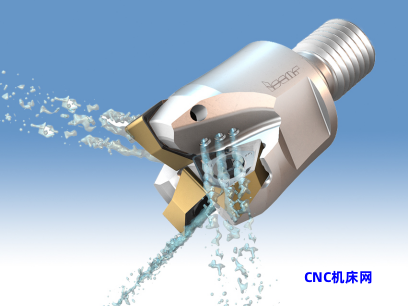
在铣削产品线中,ISCAR 显著扩展了其配备精确定点高压冷却选项的可转位刀具系列。HELI-3-MILL 和 HELIDO Trigon 系列等新型刀具的设计,利用增材制造技术最大限度地发挥计算流体动力学在优化内冷通道形状方面的优势。这些刀具也适用于微量润滑铣削。此外,即使在传统压力水平下,它们也能提高湿式和干式加工中的切削性能。精确引导至切削区的冷却液供应极大地改善了冷却和润滑效果,从而在 ISO M 应用中实现卓越的加工性能和更长的刀具寿命。(图2)
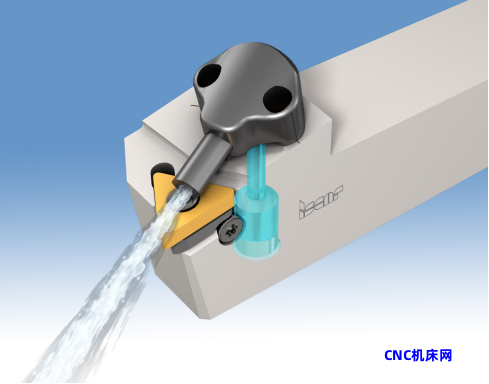
在螺纹加工产品线中,高压冷却选项已成功应用于新型带内冷通道方柄刀具的设计中。高压冷却可确保产生更短的切屑,这些切屑易于管理,不会缠绕在工件或机床部件上。(图3)
加工奥氏体不锈钢面临着严峻挑战,包括严重的刀具磨损、复杂的切屑控制以及热量管理。通过切削材料、刀具几何结构和冷却方案等方面的持续创新,ISCAR 等制造商能够在 ISO M 应用中实现更高的生产率和更好的加工效果。持续开发创新的刀具策略对于成功应对现代奥氏体不锈钢加工的复杂性仍然至关重要。