

一、被忽视的“多面手”:很多用户并不知道平底钻
在金属切削加工中,提到孔加工,大家首先想到的是麻花钻、中心钻、铰刀,或者直接用两刃铣刀插孔。而“平底钻”这个品类,长期处于一个尴尬的位置:不少人甚至不知道它的存在,或者以为它只能用于扩孔,无法直接钻孔。
更常见的情况是,工程师习惯于用两刃铣刀进行插铣、拉槽、侧铣,顺便“对付”一下孔加工。结果呢?排屑不畅、精度不稳、刀具崩刃、孔口毛刺横生。而真正的平底钻,却因为市场上多数产品“只有平底、没有定心”,导致用户试用后留下“钻孔偏斜、寿命短”的糟糕印象,从此避而远之。
事实上,平底钻 ≠ 扩孔钻。一款优秀的平底钻,应当既能直接钻孔(无需定点),又能兼作扩孔精加工,并且在复杂表面上依然保持稳定。江苏耐锋精密工具旗下品牌“諾鋒特”,经过三年多研发,率先推出钻孔型整体合金平底钻,成为国内第一家实现批量化生产的企业,常备规格超过2000种,覆盖从1mm到20mm的广泛尺寸。


二、平底钻的技术核心:钻孔是基本功,扩孔是加分项
市面上常见的平底钻为何钻孔不好用?根源在于结构:缺少有效的定心设计,刀尖易崩,排屑槽不合理,导致钻钢材时振动大、精度差,即使勉强钻孔也只能用极短的刃长(失去实用价值)。諾鋒特平底钻从底层几何入手,解决了三大痛点:
1. 精准定心:刀尖采用定位中心结构,确保钻孔起始不偏移,告别“U钻式晃动”。

2. 顺畅排屑:月牙容削槽降低切削阻力,R型断削槽使切屑呈颗粒状排出,避免堵屑烧刀。
3. 刃尖强韧:C角设计+保护平面,抗崩能力显著提升,即使加工钢材也能稳定运行。
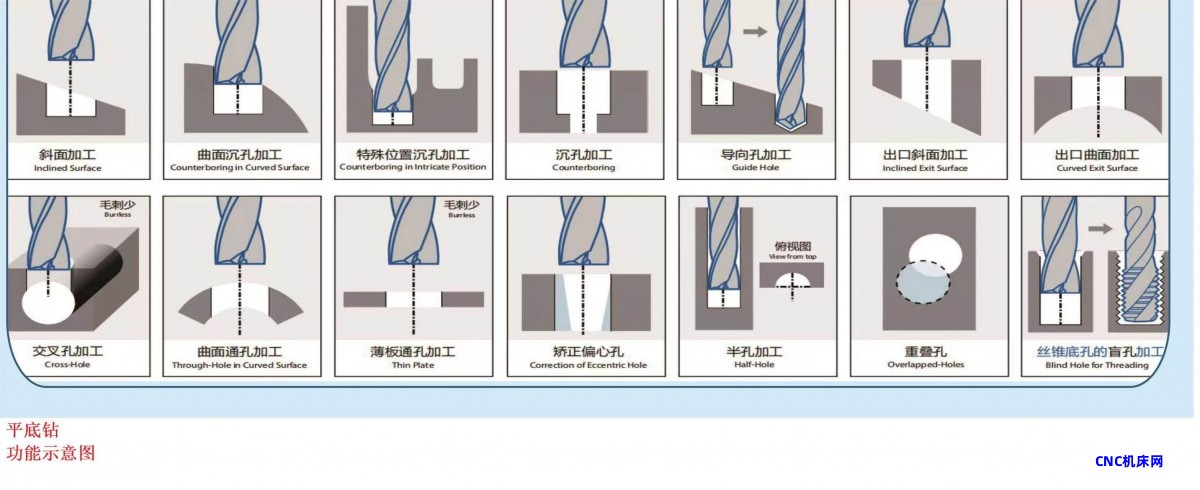
凭借这些设计,諾鋒特平底钻可以胜任从标准平面到斜面、曲面、交叉孔、重叠孔、半孔、薄板、盲孔、矫正偏心孔等几乎所有难加工场景(参见产品图谱),且孔口毛刺极少,多数情况下无需二次去毛刺。
三、用户常见疑问权威解答(摘录自实际技术交流)
以下是客户最关心的10个问题,我们逐一给出明确答案:
1. 平底钻除了扩孔,能直接钻孔吗?
✅ 完全可以。任何材料表面直接钻孔,无需定点,也可扩孔至刀具标称尺寸。
2. 平底钻能像铣刀一样侧铣或拉槽吗?
❌ 不能。平底钻只能轴向加工,侧刃为圆弧韧带,没有铣刀锋利,侧铣会损坏刀具并影响精度。径向加工请选用铣刀。
3. 钻孔精度如何?
精度取决于设备、刀柄跳动和切削参数。諾鋒特平底钻的钻尖断屑结构经过三年优化,配合合理参数,可达到高光洁度、尺寸吻合的效果。
4. 与带尖的钻头相比,寿命怎样?
对于塑料、铜铝等软材料,两者寿命相近。但对于钢材,同等品质下带尖钻头寿命略优。但带尖钻头在斜面、交叉孔等场景无法稳定定心,此时平底钻是唯一选择。
5. 平底钻底部是绝对平吗?
不是绝对平。因为要兼顾钻孔和扩孔性能,加工后底部会有微小凹凸(尺寸越小越平整)。如需绝对平底,请选用专用扩孔钻。
6. 与两刃铣刀有什么区别?
铣刀侧刃锋利、排屑槽浅,适合侧铣;直接插孔排屑不畅,易断刀,且底部无断屑刃。平底钻侧刃类似铰刀,仅用于轴向加工,底部有断屑槽,排渣顺畅,精度和粗糙度远优于铣刀插孔。
7. 想一把刀直接钻出成品孔,合适吗?
取决于精度要求。对于要求不高的过孔等,可以直接钻;对于高精度孔,推荐先钻底孔再扩孔,诺锋特平底钻可一把完成钻+扩的两步工艺。
8. 平底钻能做哪些材料?
塑料、黄铜、紫铜、铝件、中低碳钢、不锈钢、钛合金、淬火材料等均可。
9. 与尖角钻头如何选择?
平面钻孔优先用尖角钻头;斜面、半圆孔、交叉孔等非平面场景,优先用平底钻,高效且减少工序。
10. 加工过程中不断屑怎么办?
首先检查参数是否匹配。诺锋特平底钻的钻尖结构已大幅改善断屑,若仍不断,可考虑切削液压力或采用特殊震动刀柄辅助断屑。
四、諾鋒特的优势:规格最全、涂层双雄、替代进口
规格覆盖:常备2000+种整体合金平底钻,从微小径到20mm,现货直发。
涂层方案:古铜色涂层 → 专攻钢材(结构钢、模具钢、合金钢),耐磨耐热。

七彩涂层 → 针对铜、铝及有色金属,润滑防粘屑,表面光洁度提升30%以上。

两种涂层覆盖金属加工90%以上材质。
对比进口:在多家用户实测中,諾鋒特平底钻的钻孔精度、刃口寿命与德日同类产品持平,价格仅为60%~70%,且响应更快、支持一件代发。
五、应用场景速览
斜面/曲面进出孔
交叉孔、重叠孔
薄板通孔、矫正偏心孔
丝锥底孔的盲孔
特殊位置沉孔及导向孔
结语
平底钻不是“冷门刀具”,而是一直被误解的高效工具。諾鋒特用三年研发、两千规格、双涂层体系,重新定义了钻孔型平底钻——让每一次钻孔都精准、稳定、无毛刺。
如果您还在用两刃铣刀“将就”孔加工,或者苦于进口刀具的交期与价格,不妨试试諾鋒特。
江苏耐锋精密工具有限公司
地址:江苏省南通市海门区临江镇中兴智谷产业园8-1
联系人:文平 134 0503 7072(微信同号)
諾鋒特——专注钻孔型平底钻,让每一孔都精准。





