

铆钉冲头加工、铆模型腔制作一直是机加工中的棘手难题,不少师傅都为此发愁。本文就分享一种实用简便的加工新思路:直接在车床上采用成形车刀加工铆钉冲头的铆模型腔,同时借助车床尾座即可开展现场压铆试验。加工过程还可先用普通圆柱销先行试制作、校验压铆效果,确认达标后再换装铆钉冲头正式加工,轻松就能加工出精度和形态都十分理想的铆模型腔。
1
序言
半空心铆钉广泛应用于飞机、汽车、铁路等行业[1]。进行铆接时,一般用铆钉冲头对准铆钉头部加压,形成圆润饱满、美观大方的铆头,但目前在企业生产中,稳定形成美观铆头的难度较大。许多学者对如何达到预期的铆接效果进行了研究。CUI等[2]通过研究得出不同形状的铆模型腔对铆钉材料塑性流动的影响;杨程等[3]用试验测试与显微分析相结合的方法,得出了半空心铆钉在加工过程中硬度与金属显微组织的演变规律;朱亚蓉等[4]通过有限元分析,提出了降低铆钉压铆损伤的方法。多种研究均指向了铆模型腔的形状与尺寸。只有加工出形状合理、尺寸正确的铆模型腔,才能达到预期的压铆效果,形成圆润饱满、美观大方的铆头。
目前,加工铆钉冲头铆模型腔一般有两种方法:①利用数控铣床或精雕机对铆钉冲头的铆模型腔进行精铣,可以有效控制尺寸[5],但需要专用的微小直径雕铣刀,加工过程中进刀慢、工时长,加工成本高,并且无法即时验证铆模的压铆效果。②直接在车床上进行车削业[6],加工方便且成本低,但铆模型腔成形及车削控制均只能依靠操作人员的技能,且需通过反复试验才能完成。
笔者总结出了一种在卧式车床上加工半空心铆钉冲头的方法:用成形车刀在车床上加工铆模型腔,并配合尾座即时验证压铆效果。实践证明,该方法简捷可靠。本文以4mm半空心铝制铆钉为例,介绍铆钉冲头成形车刀设计与制作、车削加工和即时压铆试验方法。半空心铆钉主要尺寸如图1所示。
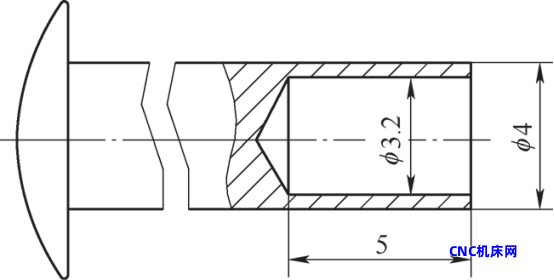
图1 半空心铆钉主要尺寸
2
成形车刀
2.1 成形车刀切削刃的组成
成形车刀如图2所示,a-b段为切削深度对刀刃,当其与工件端面接触时,即表示达到了切削深度;b-c曲线段为型腔成形刃,主要用于铆模成形面的车削;c-d段为对刀线,车削时用于与工件中心目视对刀;d-e段为端面车削刃,用于车削端面;t为铆模中心定位凸台与边沿平台的高度差。
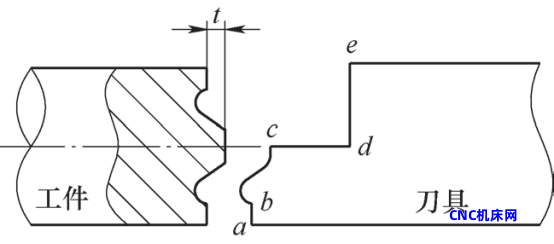
图2 成形车刀示意
特别指出的是,在卧式车床上,方刀架手工转位换刀时,其重复定位精度为±0.2mm,即换刀时,刀尖位置可能产生0.4mm的位置偏差。为了避免加工过程中换刀带来的位置偏差,在成形车刀上设计了d-e段端面车削刃,在重复试验时用以车削端面。
2.2 成形车刀的制作
成形车刀主要用线切割机床和砂轮机加工。
(1)线切割加工 成形车刀的线切割加工如图3所示,先将车刀吸附在磁力表座的侧面,使车刀与磁力表座底面成5°~10°夹角,再将两者吸附在线切割导轨上,找正后完成线切割加工。由于车刀已抬升5°~10°,加工后即形成车刀的主后角。
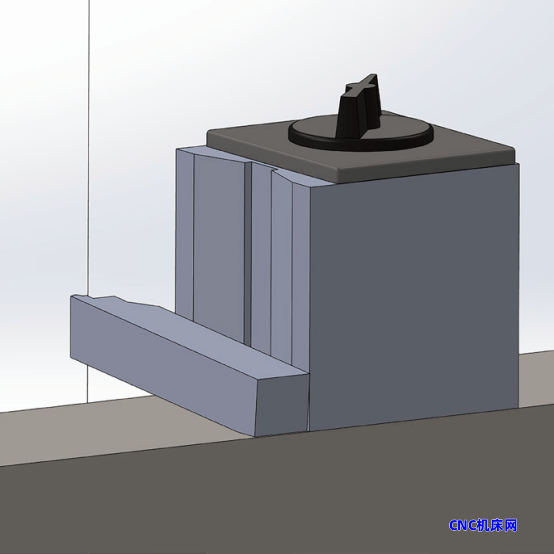
a)车刀在线切割机床上的安装
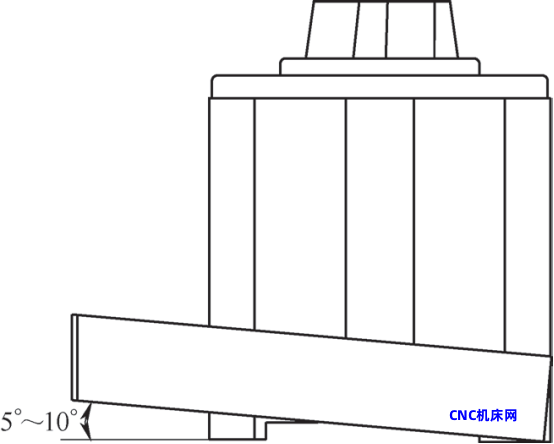
b)车刀主后角形成方法
图3 成形车刀的线切割加工示意
(2)修磨 首先是修磨后刀面。由于铆模型腔是在工件的端面上车削,回转直径很小,容易出现后刀面与所加工型腔干涉的现象,因此需修磨后刀面。修磨后刀面如图4所示,其中修磨面用深色表示。其次是修磨出端面切削刃的进给后角,如图5所示,其中修磨面用深色表示。
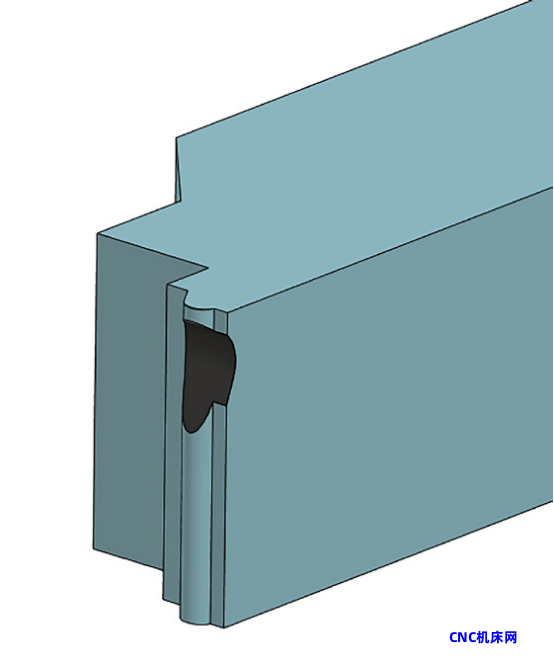
图4 修磨后刀面示意
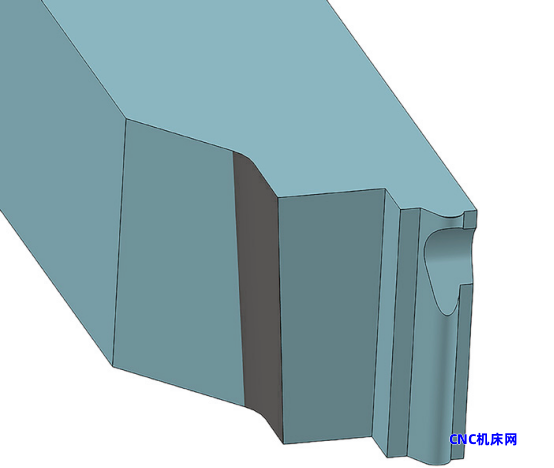
图5 修磨端面切削刃的进给后角示意
3
多创新车削加工与压铆试验
车削铆模型腔的总体思路是以圆柱销为试验材料,进行试车与压铆试验验证。当加工出的成形面达到理想效果后,再取需要加工的铆钉冲头,按试车得到的数据完成铆模型腔的车削。
3.1 车削加工
车刀的安装如图6所示,将车刀安装在方刀架上,严格调整车刀与主轴轴线中心等高,取一段φ8mm圆柱销夹在自定心卡盘上,主轴转速约800r/min。
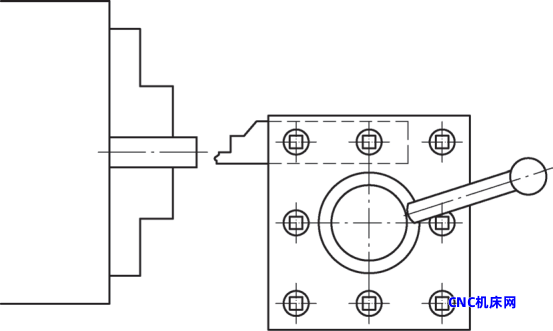
图6 车刀的安装
用成形车刀的端面切削刃车削平端面,并车削出一个小圆柱,小圆柱直径大于铆模中心导向部分直径即可,小圆柱高度为t。轴向尺寸差t如图7所示。
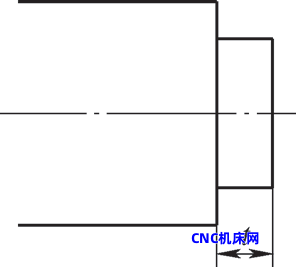
图7 轴向尺寸差t示意
目视将成形刀对刀线与圆柱销端面中心对齐,缓慢转动小滑板上的刻度盘轴向进给,车削铆模型腔。当成形车刀切削深度对刀刃与圆柱销端面接触时退刀,完成铆模型腔加工。退刀后,用砂布对铆模型腔去毛刺,并简易抛光。
3.2 压铆试验
铆模车削完成后,勿将圆柱销从自定心卡盘上取下,直接在车床上进行压铆试验。在车床上模拟压铆试验如图8所示。
1)将半空心铆钉尾部剪除,置于车床尾座钻夹头中并夹紧。
2)将车床尾座前移至合适位置后固定,摇动车床尾座上的手轮,将试样铆钉前伸与铆模型腔接触。即将接触时,放慢手轮转动速度,观察铆钉材料的变形以及在型腔中的流动状况。完成压铆后,回退尾座,取下变形后的铆钉作后续分析。
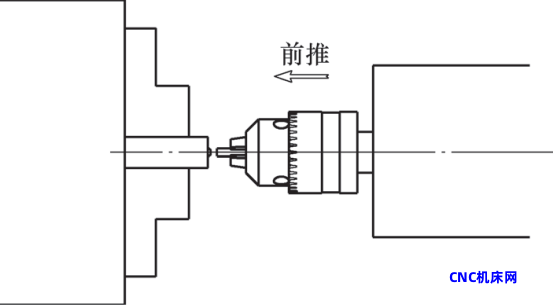
a)压铆试验方法示意
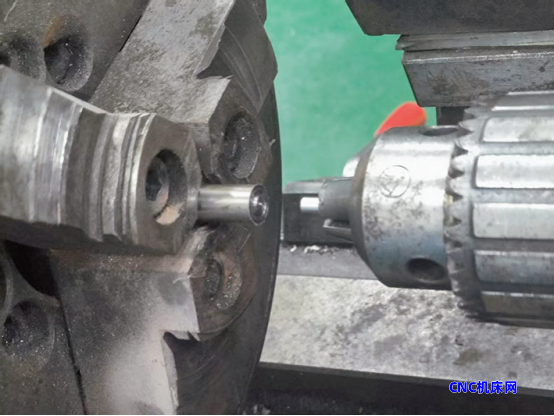
b)压铆试验实物
图8 在车床上模拟压铆试验
3)因铆模型腔尺寸难以测量,而前述径向对刀主要是用目视的方法完成,故需多次重复试验。重复试验时,应使用成形车刀的端面切削刃车削端面,将上述试验中的型腔面车平。注意在车削端面时,绝不能以换刀的方式进行加工,以免产生位置偏差,导致尺寸不可控。车削好端面后,用中拖板径向进给,按上述车削加工和压铆试验的步骤重复进行。
进行重复加工和试验时,用中拖板上的刻度盘控制尺寸,每进给0.1mm进行一次试验。每次加工出铆模型腔后,进行压铆试验,直到得到最佳铆头形状,以确定最理想的铆模型腔。每次试验时,应注意记录中拖板上刻度盘的读数。多次压铆试验得到的铆头对比如图9所示。
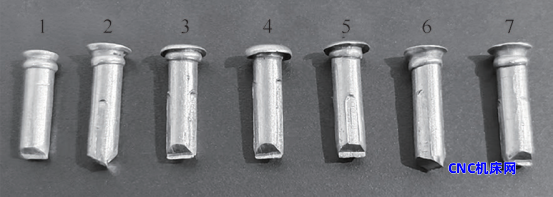
图9 多次压铆试验得到的铆头对比
不同尺寸铆模与铆钉的接触位置如图10所示。当铆模尺寸过大时,铆模型腔芯部顶住铆钉头部,阻碍了材料的流动,导致铆钉杆镦粗,对应的试验样品是图9中的1号;当铆模尺寸过小时,型腔底部圆弧正对着材料,同样阻碍了材料的流动,导致铆钉杆镦粗,对应的试验样品是图9中的7号试验样品;当铆模尺寸理想时,压铆时材料流动顺畅,压铆后铆钉翻边圆润饱满,铆杆平直无镦粗现象,对应的是图9中4号试验样品。在压铆力方面,4号试验样品的模拟压铆过程中,手轮摇动明显省力。
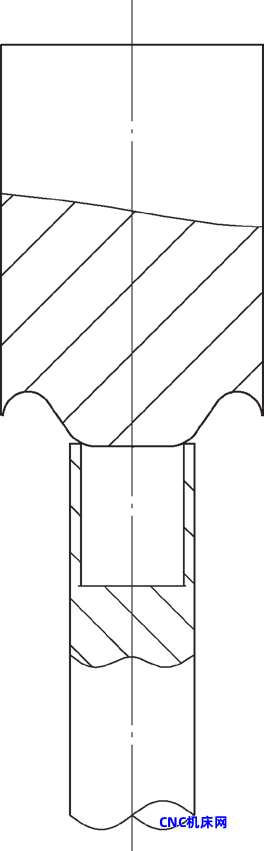
a)铆模尺寸过大
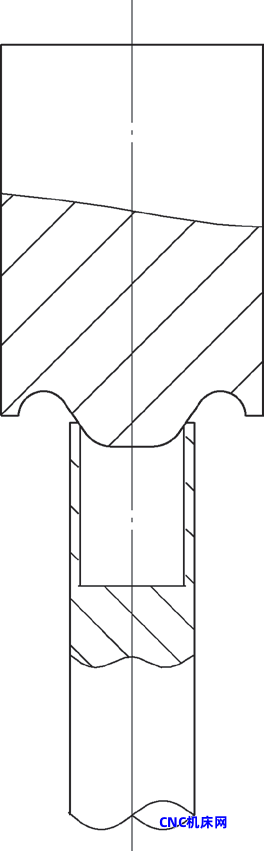
b)铆模尺寸理想
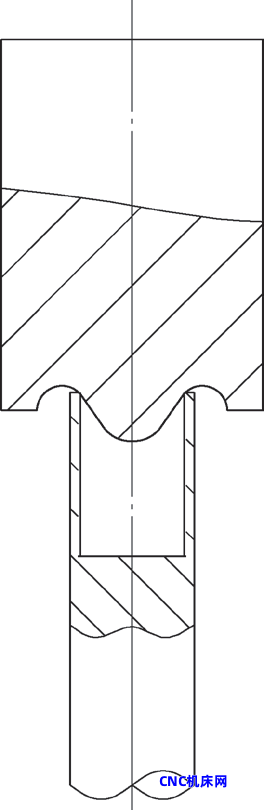
c)铆模尺寸过小
图10 不同尺寸铆模与铆钉的接触位置
每次试验后记录床鞍上的刻度盘数据,当得到了理想的铆模型腔车削尺寸后,将前述圆柱销取下,换上需要加工的铆钉冲头,重复上述加工步骤,即可加工出理想的铆模型腔。若进行多次加工与试验后,均不能得到理想的铆模型腔,则应重新设计并制作成形车刀,再进行加工与试验。
4
结束语
本文结合生产实际,提出了一种用成形车刀在车床上加工铆模型腔,并即时验证压铆效果的方法,步骤详尽,试验可重复,对一线生产实践具有较强的指导意义。参考文献:
[1] 李宗刚,梁涛,焦建军. 铝合金半空心铆钉压铆力及铆接强度[J]. 锻压技术,2024(11):77-86.
[2] CUI J,QI L,JIANG H,et al. Numerical andexperimental investigations in electromagnetic rivetingwith different rivet dies[J]. International Journal ofMaterial Forming,2018(6):839-853.
[3] 杨程,牛艳,王瑞静,等. 304不锈钢扁平头半空心厚壁铆钉翻铆缺陷分析[J]. 塑性工程学报,2020(3):65-71.
[4] 朱亚蓉,马兴海,刘东平,等. GFRP与铝合金叠层低损伤压铆工艺参数研究[J]. 宇航材料工艺,2020(3):23-27.
[5] 赵新忠. 数控铣床金属构件加工工艺应用分析[J]. 中国金属通报,2024(5):243-245.
[6] 陈晨. 弯铆钉冲头的加工方法[J]. 装备制造技术,2018(2):191-194.





