

受钨材价格持续上行影响,机加工行业刀具耗材成本、综合制造成本持续承压。当下制造业降本逻辑已全面转向精益化控耗、高利用率增效,单纯低价采购已然行不通。ISCAR依托先进技术和设计,有效降低钨材消耗、压缩停机损耗,为金属加工行业打造高性价比的切削解决方案。
01 行业现状与困境
价格是你付出的,价值是你得到的!
Warren Buffett
----沃伦·巴菲特
在现代金属加工行业中,硬质合金已成为最常用的切削材料。与传统高速钢相比,硬质合金具有显著更高的硬度、耐磨性和耐热性,能够实现大幅提升的切削速度,从而增加金属去除率并提升生产效率。
涂层技术的进步——即在刀具表面涂覆一层显微硬度超过硬质合金的薄层涂层材料——改变了切削材料硬度和韧性之间的固有关系。涂层后的硬质合金比同等韧性的未涂层硬质合金具有更高的耐磨性,这一改进进一步促进了生产效率的提升。如今,大多数硬质合金刀具,无论是整体式还是可转位刀片式,都采用涂层硬质合金作为切削刃的主要材料。
然而,近年来金属加工行业面临一个新问题:含钨材料价格显著上涨。造成这种上涨的原因多种多样且往往相互关联,其中大多与经济和政治因素有关。例如,中国是钨的主要供应国,约占全球产量的80%。因此,中国出口政策或矿产资源法规的任何变化都会对价格上涨产生直接影响。此外,来自其他工业领域(主要是电子、航空航天和国防领域)对钨的需求也大幅增加。当前的地缘政治局势以及影响供应链的物流中断进一步推高了价格。
不难理解,这种状况影响了刀具价格,导致切削刀具支出在整体加工成本中的比例上升。在这种情况下,制造商自然在寻求降低刀具相关支出的方法,更多地考虑替代加工方案。同时,必须牢记:尽管切削刀具在总加工成本中所占份额相对较小,但它可能是提高生产率从而降低实际生产成本的有力手段。因此,切削刀具制造商面临的新挑战是提供高性价比的解决方案,以应对全球市场钨价急剧上涨带来的困难。归根结底,成本效益和实现最优价值才是关键。
02 多元应对策略
在这种背景下,金属加工行业更加重视切削刀具的经济性,并寻求提高其性价比的方法。一方面,这逻辑上要求采用先进技术、修订现有工艺、引入更有效的加工策略,并改善车间的刀具管理。另一方面,行业也在期待切削刀具制造商的适当回应,特别是他们将如何应对钨价上涨的问题。
那么,刀具制造商有什么手段来应对这一挑战?有几种可能的应对策略:
替代硬切削材料
一种方法是扩大使用替代硬切削材料,如金属陶瓷和陶瓷。与硬质合金相比,这些材料无疑具有显著优势,具有更高的硬度和更好的耐热性。然而,它们的应用受到几个因素的限制:更脆、韧性更低、对不稳定加工条件更敏感。
CBN和PCD等超硬材料具有优异的耐磨性,但价格非常昂贵。此外,与硬质合金相比,它们的应用范围没有那么广泛:CBN主要用于加工硬钢、铸铁和高温超级合金,而PCD主要适用于切削铝、铜合金和复合材料等有色金属材料。
先进涂层
第二种策略是开发耐磨保护涂层。该领域的创新使新开发的涂层硬质合金牌号能够实现更长的刀具寿命。此外,即使是在钨含量较低的牌号中,最先进的涂层也能保持相同的刀具寿命。然而,应用最新的涂层技术需要专门的设备和工艺,导致额外的生产成本,这反过来又可能影响刀具的最终价格。
优化刀具设计
应对这一挑战的另一个解决方案是优化刀具设计。例如,采用带有可更换硬质合金切削头的装配式刀具概念,可以更合理地使用硬质合金材料,并提高灵活性和效率。同样,采用能够最大限度增加可转位切削刃数量的刀片形状,有助于延长刀具寿命和材料利用率。在实际加工中,刀片的使用切深往往远低于其所允许的最大切深。此外,现代工件制造方法,如精密铸造、锻造和注塑成型,使得生产与最终零件轮廓高度匹配的工件成为可能。这减少了加工过程中需要去除的材料量。因此,配备更小刀片的刀具需求日益增长。小型化刀片尺寸为节约钨材料提供了宝贵的机会。当然,不断开发优化的切削和断屑几何形状持续提高加工效率、延长刀具寿命,从而减少钨的消耗。
03 ISCAR的创新实践
在这一背景下,领先刀具制造商之一ISCAR的产品方案不言自明,且特别值得关注。
模块化刀具应用
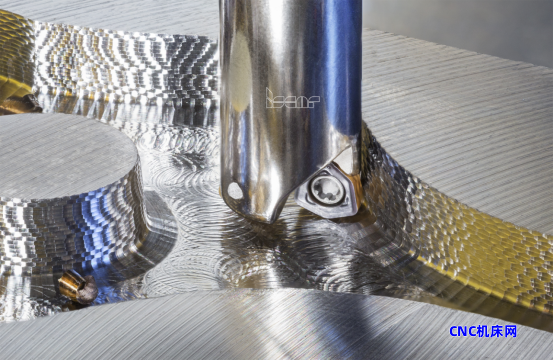
ISCAR的MULTI-MASTER是一个带有可更换硬质合金切削头的装配式刀具系列,自本世纪初上市以来,一直是高性价比和多功能性的绝佳范例。该系列的理念是:一个刀体(在MULTI-MASTER术语中称为"刀柄")可以适配多种切削头,而每个切削头也可兼容多种刀柄——这不仅节约了硬质合金,而且能够针对特定加工操作配置优化的刀具组合。该系统简化了定制化需求,减少了专用刀具的需求,并最大限度地降低了刀具库存要求。(图1)

在孔加工领域,SUMOCHAM钻头系列及其衍生产品采用了类似的设计理念:带有可更换硬质合金切削头的装配式刀具。一个切削头可以安装在不同悬伸长度的刀柄上,确保根据所需钻孔深度选择最合适的刀具。使用可更换切削头减少了对大量钻头库存的需求。SUMOCHAM系列的进一步发展还将这一原理应用于扩孔加工。
MULTI-MASTER和SUMOCHAM这两个产品系列都具有极其刚性化的切削头夹持设计,使得装配体的动态性能非常接近甚至等同于整体式刀具。此外,这些产品还解决了加工操作中的一个常见难题:更换磨损刀具的耗时过程。在这些刀具系列中,只需更换切削头,无需额外对刀操作即可快速完成。这种"无对刀时间"的设计理念允许在不将刀具从机床主轴取下的情况下更换切削头,显著减少了机床停机时间并提供了附加价值。
小型化铣削/车削刀具
通过将可转位设计理念应用于微型刀具以及适用于小切深加工的刀具,ISCAR开发了多种多样的产品,尤其是在其铣削产品线中。公司的产品系列包括用于高效高进给铣削的MICRO-3-FEED,以及广受欢迎的HELITANG和HELI-3-MILL系列的新增产品——这些产品带有用于方肩铣削的便携式微型刀片铣刀等解决方案。值得注意的是,许多这些小直径铣刀被设计为立铣刀头,可以安装在MULTI-MASTER刀柄上,显著扩展了两个产品类型的应用范围。此外,一些刀头采用螺纹连接,可通过ISCAR的FLEXFIT多功能模块化系统进行夹紧,提供了更高的价值。(图2)
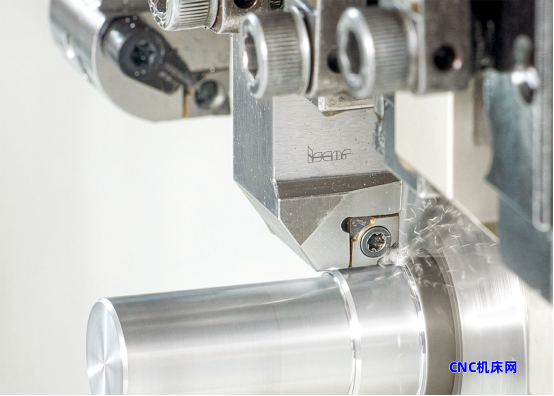
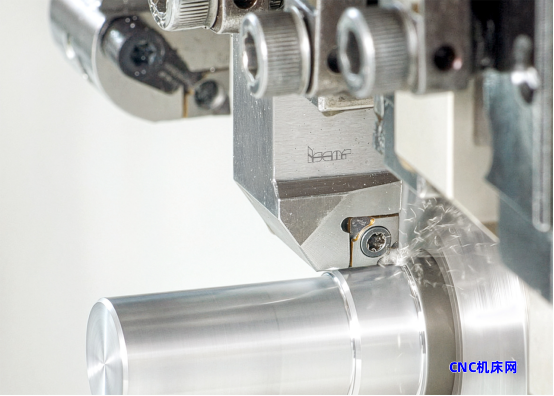
在车削产品线中,LOGIQ-4-TURN系列已扩展了采用更小尺寸(06)刀片的刀具。这种双面刀片不仅通过提供四个可转位切削刃来实现高效利用硬质合金,而且还适用于根据刀具设计采用螺钉或杠杆夹紧的方式。这种智能、节省成本的解决方案对于在瑞士型机床和紧凑型车床上生产微型零件的车削操作尤其有利。(图3)
对于切削深度显著小于标准ISO刀片最大切深的ISO车削应用,ISCAR开发了采用更小尺寸刀片的FLASH-TURN系列刀具。这是降低ISO车削刀具成本的主要选择,其设计旨在最大化切削刃利用率,降低单件成本,同时保持加工性能。
多刃与多功能刀具
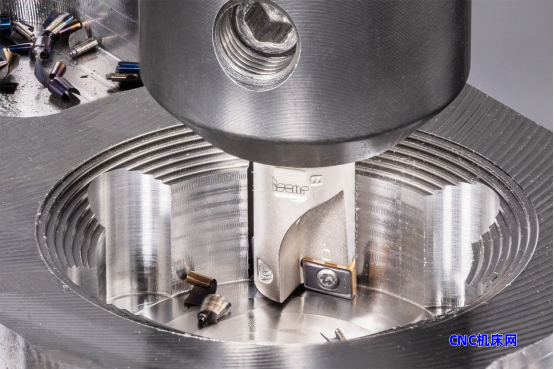
在切槽和切断领域,采用薄型可翻转刀片的DO-GRIP产品显示出巨大的潜力。窄刀片提供两个可转位切削刃,能够实现0.8至1.2毫米的精密窄切宽加工。这些节省材料的特性确保了硬质合金和工件材料的经济使用,特别是在切断/切槽管材或薄壁部件时尤为明显。(图4)
多刃刀片设计具有显著的成本效益。作为最大化切削材料利用率的经典成熟策略,刀具设计工程师在可能的情况下都会采用这种方法。在ISCAR的最新创新中,PENTACUT系列(星形刀片的切断切槽刀具系列)的新增产品特别值得关注。这款新品采用内切圆直径17毫米、切宽在1.5至2.5毫米之间的微型刀片。微型PENTA产品带来了明显的成本节约优势:五个切削刃加上实现窄切宽的能力,最大限度地减少了小直径工件切断及切槽(尤其是在靠近台肩处)时的材料浪费。
多功能刀具能够用一支刀具执行不同的加工操作。这种"多合一"解决方案是降低金属切削成本和提高盈利能力的重要手段。QUICK-D-MILL可转位刀具结合了铣削和钻孔能力,完美展示了多功能设计的有效性。采用双齿、右手螺旋设计的铣刀,配备两个矩形可转位硬质合金刀片,构成了QUICK-D-MILL概念的核心。每个刀片有四个切削刃,可用于中心切削和外围切削,从而优化了利用率、减少了更换频率并降低了成本。钻孔时,铣刀以一个有效齿进行切削;而铣削时则以两个有效齿完成,提供了显著的功能优势。新型立铣刀设计直径范围为16至32毫米,是坚固耐用、高性价比的整体硬质合金刀具的有力竞争者。为了增加通用性,还提供了MULTI-MASTER刀头配置选项,具备高压内冷精确定点供液功能。(图5)
利器突围
不断上涨的钨价给金属加工行业带来了挑战,迫使制造商在保持生产效率的同时,寻找更具成本效益的切削刀具解决方案。ISCAR公司提供的创新方法越来越注重在响应这些需求时最大化产能和降低刀具开支。





