

柔性钝化---刃性切削工具增寿最佳手段
硬质合金杆状铣刀和钻头,在CNC加工时经常出现刃口锯齿状,或崩刃,造成刃具提前失效,被加工工件表面质量差,大大降低刃具的使用寿命。分析造成这种失效的原因,是因为工具的刃口形貌不好,产生应力集中(因为刃口不平整所以接触磨削力落在局部面积上),萌生裂纹后迅速扩展,使得切削摩擦力大,使刃口局部提前崩刃。
经过磨削的工具,我们以为的刃口形貌和在放大下观察是不一样的。我们以为的刃口是图1这样的:
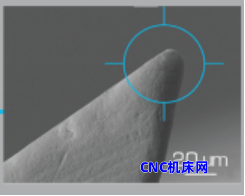
(图1:理想刃口)
而实际是图2这样的:
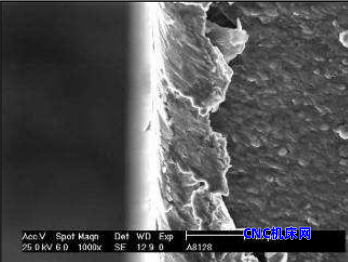
(图2:实际刃口)
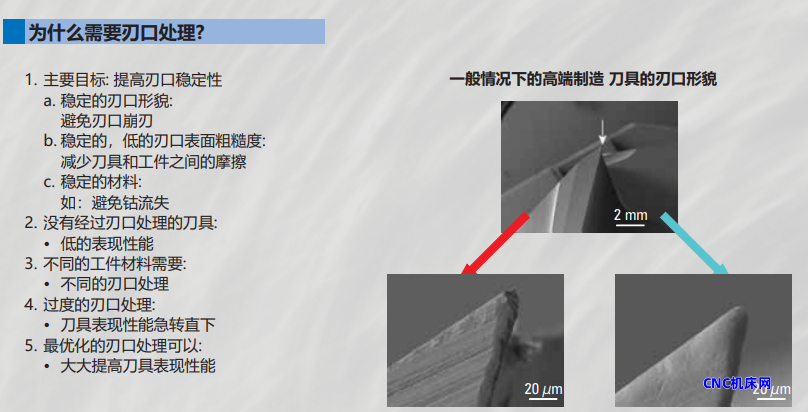
至于为什么磨削完或镀膜前需要钝化呢?可以从下图理解钝化的作用:
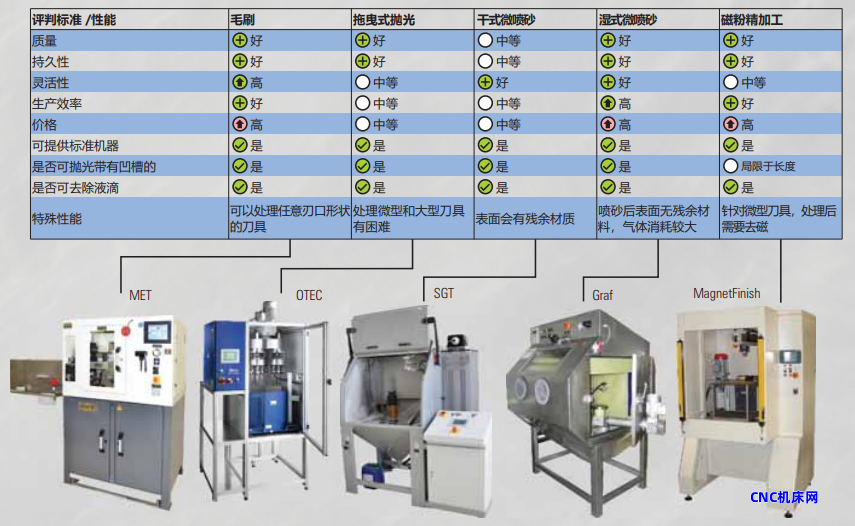
我们通常使用的钝化手段有哪些呢?
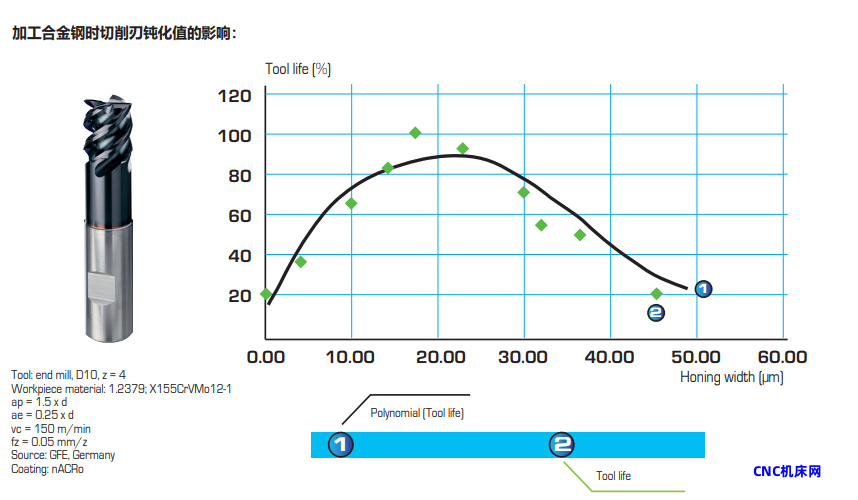
当然刃口钝化处理也不是R值越大越好,钝化太大过之不及,使得刃口不锋利。每种型号的刃具具有最佳的钝化工艺,比如:
经过多年的实践,普拉提纳米科技公司发现柔性磨粒钝化工艺对刃具钝化效果最好:该工艺采用弹性磨粒(有机橡塑加硬性磨粒耦合一起),在一定气体气压驱送下,达到转动的工具表面,既能去掉刃具表面的疏松层,使刃口平整,又不至于过度损害刃口表面,还可以保留一定的压应力状态,是高光刀具和刀具涂层前的理想处理手段。

图5.柔性钝化后刃口表面变化
(供稿来源:东莞市普拉提纳米科技有限公司)
任何有关柔性钝化的问题,欢迎致电汪先生13501214880(微信同号)





