

精密机械传动中,D形孔是核心结构,可稳定传递扭矩、避免键槽晃动,广泛应用于同步带轮、电机轴等精密部件,但这个看似简单的结构,却一直是机加行业在效率与精度上难以突破的瓶颈。
D形孔加工挑战及传统工艺局限
BAI JIAGN JING MI 
D形孔的加工难点在于其非对称形状,需兼顾圆弧面与直面精度,直边与圆弧交接处对刀具路径和切削刚性要求很高。目前D形孔的主流加工方法有两种,以下是各自的加工特点:
电火花加工(EDM):适用于硬质材料或深孔加工,精度高,但加工速度极慢,且需制作专用成型电极,成本高昂,无法满足批量生产需求。
插削或拉削:加工效率尚可,但需专用机床和刀具,设备投入大,拉削加工通孔无能为力,而插销的话需要退刀槽,且这两种加工方法都会导致刀具寿命较低。
这两种加工方式各有优劣势,但整体来说难以兼顾效率、精度与成本,无法完全适配现代机加工需求。
创新方案:镗削工艺突破思维定势
BAI JIANG JING MI
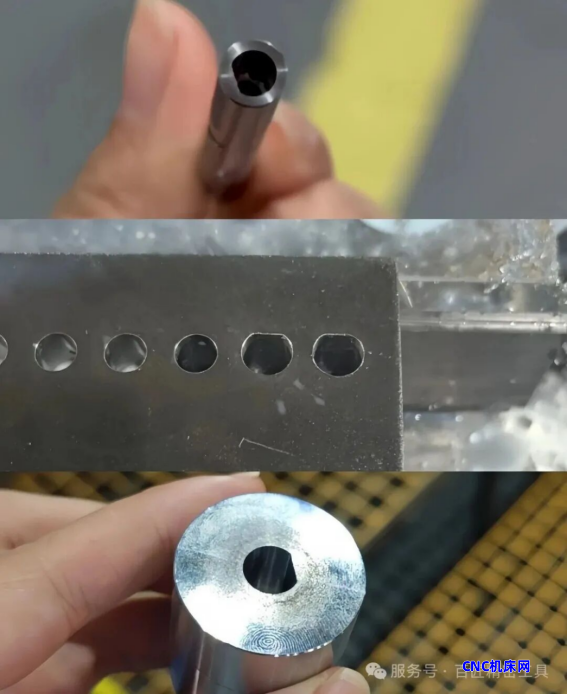
在此背景下,百匠创新采用镗削工艺,推出了多边形镗孔刀柄,它打破了“镗孔只能出圆孔”的思维定势,实现了在普通加工中心上,像镗圆孔一样高效加工D形孔。
这款刀柄之所以能镗出D型孔等多边形孔,源于其独特的工作原理,刀柄镗孔过程中,通过机床主轴旋转带动刀柄内部的模块工作,使刀具沿预设轨迹进行可控的周期运动,刀柄的圆周运动与刀具的周期运动相互叠加,即可加工出符合标准的D型孔。
核心优势:三大亮点远超传统工艺
BAI JIANG JING MI
基于这种独特的镗削方式,该刀柄加工D形孔的优势远超传统工艺,核心可总结为三点:
01 效率跃升:一次成形,R角精准可控。
钻好底孔后,无需换刀、无需编写复杂铣削路径,直接调用镗孔程序即可一次加工成形,大幅缩短加工时间。D形孔根部R角可稳定达到R0.3,位置度与尺寸精度控制在0.05mm以内,兼顾批量生产的效率与精度需求。
![]()
02 精度跃升:切削平稳,薄壁件不变形。
相较于传统工艺,该镗削方式切削平稳,能有效避免薄壁件加工变形,保证尺寸稳定性。加工出的D形孔轮廓清晰,直面与弧面过渡自然,并保证粗糙度,满足精密传动部件装配要求。
03 柔性加工:适配各种材质。
刀柄刚性好,采用了纯机械结构,能适配各种加工材质,不管是塑料、钛合金、淬硬刚等,均可实现稳定切削,保障加工质量与效率。刀柄还配备了调相环,能360°微调方向,可精准控制尺寸与D形孔相位角。
曾经,D形孔加工依赖慢走丝、电火花等繁琐工艺,既耗时又耗力。如今,百匠多边形镗孔刀柄将复杂异形孔加工拉回高效的镗削轨道,让普通加工中心也能以镗圆孔的便捷,加工出高精度D形孔。对于追求降本增效的现代机加企业而言,这无疑是兼顾实用性与经济性的优质技术方案。






