


磨损的钻头
刀具磨损快是加工中常见的难题,尤其在钻深孔或切削不锈钢等难加工材料时,即便是好刀具也可能快速报废。问题出在哪儿?很可能是因为冷却没到位!今天我们就聊聊冷却对刀具的重要性,看看怎么让刀具干得更稳、寿命更长。
01
加工中为什么需要冷却液?
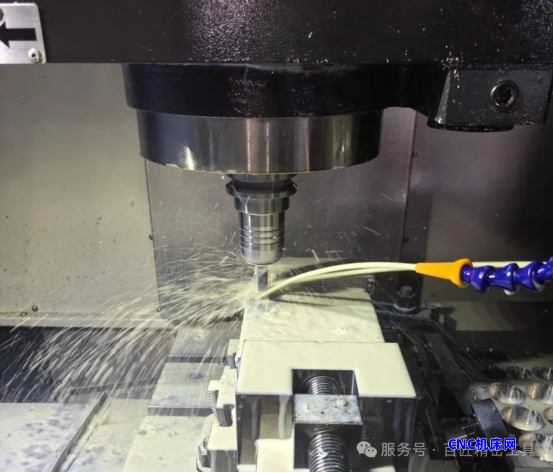
想象一下,你用麻花钻在钢板上打孔,钻头高速旋转,金属屑不断被挤出来,这时候钻尖的温度能骤升到600℃以上!如果没有冷却液,钻头刃口很快就会因为高温变软、磨损,导致钻孔不光洁、尺寸不准,严重时钻头直接崩掉。
这时切削液的作用就显得至关重要了,它能把热量带走,避免刀具“烧刀”,同时减少刀具和工件之间的摩擦,让切削更顺畅。
02
如何更大程度地发挥冷却刀具的效果?
要想切削液效果显著,根据加工需求适配刀柄也是不可忽视的一步,如当需要加工高温材料或进行深孔加工,需优先选择内冷刀柄。
这里推荐一款百匠的断屑刀柄,它除了标配中心内冷出水外,更大的优势在于相较普通刀柄来说,它能从多个方面更大程度地发挥切削液的效果。

断屑刀柄采用的是低频振动原理,刀柄加工时,会产生一个轴向的低频振动,使刀具呈正弦曲线的切削轨迹,刀具与工件间有规律地时而接触、时而分开,能大大降低刀具与切屑间的摩擦力(减少刀具的磨损)。刀具离开工件表面时,也能让冷却液充分渗透切削区,带走热量。
此外,机械加工的小伙伴们应该熟知,在加工不锈钢、铝合金这类难切削材料时,极易出现大量的铁屑缠绕在刀具上的情形,这时切削液对刀具的冷却作用就会大打折扣。
而断屑刀柄由于给钻头叠加了一个低频、间断的往复振动,能达到主动断屑的目的。切屑呈扇形颗粒状,在加工的过程中更易排出,避免了切屑缠绕刀具的情况,切削液也能更充分地冷却刀具。

充分冷却刀具的好处
刀具寿命翻倍——温度降下来,刀具磨损慢,换刀次数减少,省钱!
加工质量更稳——避免工件热变形,尺寸精度和表面光洁度都有保障。
效率提升——切屑排出顺畅,不用老停机清屑,干活更流畅。
在金属加工中,刀具的寿命与加工质量不仅取决于切削液的选择,更在于如何让冷却液精准、高效地发挥作用。百匠断屑刀柄通过低频振动断屑 + 内冷协同优化,让切削液真正“物尽其用”,减少刀具磨损、提升加工稳定性。
如果如果你的产线也面临刀具损耗快、切屑缠绕、冷却效果差等问题,欢迎私信交流,百匠将为您提供高效的加工方案!





