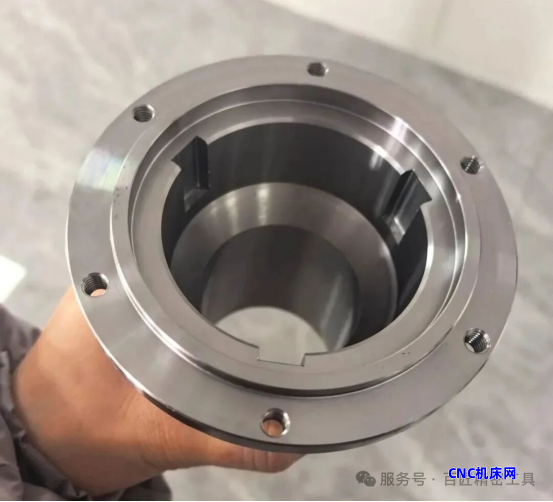
在机械传动中,键槽如同无声的信使,核心作用在于传递扭矩与精确定位。其加工质量,尤其是键槽根部的直角,直接关系到连接部件的可靠性、装配精度及寿命。
在键槽加工上,尤其是键槽清根这一关键工艺,长期面临着加工效率与精度难以兼得的挑战。

为获得合格的键槽,目前主要依赖三种传统方法:
插削加工:可加工真实直角,但依赖专用插床,会有退刀槽,效率低下,不适合盲孔和宽键槽的加工。
电火花加工:能处理高硬材料并实现精准直角,但加工速度极其缓慢,成本高,通常作为最终手段。
线切割加工:能加工高硬材料且精度高,但速度较慢,通常只能加工通孔,且因电极丝直径限制,拐角处存在微小圆角。
综合来看,这些方法在效率、通用性或精度上各有短板,直角精度高的效率低下,而高效的方法难以实现真正的直角清根,使得高质、高效地加工键槽始终成为生产中的一个瓶颈。

针对键槽的清根,一种复合工艺路径值得关注:先用铣刀快速铣削出键槽轮廓,再用多边形镗孔刀柄对根部进行清角。
这种方法的有效性,很大程度得益于多边形镗孔刀柄在镗削直角方面的独特优势。
该刀柄的核心优势源于其精密的内部联动机构与镗削工艺的结合。刀具在刀柄内部模块的控制下,能够沿预设轨迹进行可控的周期运动,直接对侧壁与底面交汇处进行镗削。
由于仅对预留的少量余量进行精加工,其切削过程迅速,加工效率远高于传统的插销或电火花加工。
这种从运动原理上形成的直角成型,加工出的R角仅为0.2-0.3,加工精度能控制在0.03-0.04mm,加工深度能达到加工大小的4倍径。
(注:最终的R角和精度要以实际加工的材料而定)

这一高效清根的思路具有很好的扩展性。对于一些较大、较深的长方孔,传统的加工方法往往步骤繁琐、耗时长。同样可以采用“先铣轮廓,后清根”的策略,用该刀柄直接清理各个内角,从而在保证直角精度的同时,大幅提升整体的加工效率。
从生产实践的角度看,此种工艺革新带来的核心价值在于,它在保证乃至提升键槽清根几何精度的基础上,实现了效率的数量级提升。从更广义的层面而言,这代表了一种通过专用化精密工具解决特定工艺痛点的有效思路,为提升关键结构件的加工质量与效率提供了新的选择。