

在新能源汽车追求极致效率与成本的制造背景下,六角拉铆孔加工却长期受限于传统铣削工艺——多工序、加工一致性难以保证,这些瓶颈会直接影响生产节拍与产品质量的稳定性。
01 传统铣削加工痛点
常规铣削六角孔通常会分两道工序:先钻底孔,再采用立铣刀通过分层铣削的方式成形内六角轮廓。
这种方式灵活性高,适用不同尺寸与材质的工件,而且标准铣刀易采购,成本较低。

但铣刀的劣势也是显而易见的,主要有以下几点:
01 质量不稳定
型材机作为批量加工拉铆孔的主流设备,在铣六角孔时易发生偏斜,这会直接影响拉铆螺母的压入与铆接质量,易打乱生产节拍,增加生产成本。
02 工序分散,效率低下
需多次换刀、分工序完成,会拉长单件加工时间,节拍慢。
02 破局而立,拉铆孔刀柄的革新之道
针对铣刀的加工痛点,百匠创新推出的拉铆孔专用刀柄,在结构刚性、工艺集成度,以及刀具性能三大维度实现了突破。该刀柄具备几大核心优势:
保证质量稳定性:
拉铆孔刀柄在加工时只会有一个轴向的动作,切削力集中在轴向上,这样加工出的六角孔尺寸一致性高,无偏斜,轮廓清晰。
钻镗一体,效率跃升:
将钻孔与镗孔集成于一道工序,减少换刀时间,整体加工效率显著提升。
1S完成内六角镗削:
刀柄高精度的机械结构设计,实现内六角轮廓一次性快速镗削成形,大幅缩短单件加工时间。

该刀柄标配PCD(金刚石)刀具,其超硬特性能有效减少铝合金材料的毛刺生成,刀具寿命较硬质合金提升5-8倍。这种刀具的高耐磨性加工的孔形一致性高,能降低废品率,并确保自动化产线的连续稳定运行。
03
传统铣刀VS拉铆孔刀柄
传统铣刀加工与拉铆孔刀柄加工性能对比:
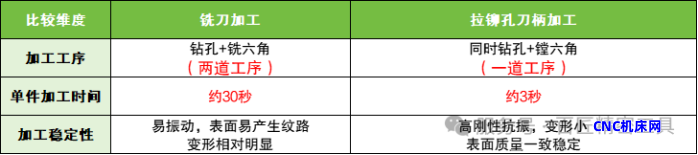
拉铆孔专用刀柄通过纯机械结构创新,实现了高效率、高精度及低成本的内六角加工方式变革。特别适合汽车、航空航天及电子结构件等大批量生产场景。它不仅简化了工艺流程,更提升了产品质量的稳定性和生产效率,为现代精密制造提供了新的工艺路径。






