

多边形孔的五种加工方式对比
在数控加工中,圆孔技术已很成熟,但内六角、方孔等多边形孔的加工方式多样——铣削、旋转冲、多边形镗削、电火花、线切割等,各有效率、精度与成本侧重。
如何根据材料、批量、精度选对方法,是工艺人员常见的权衡。本文对比5种方式的特点与适用场景,供选型参考。
铣削加工:通用性强,适合中小批量
铣刀加工的六角孔
利用立铣刀沿着孔的轮廓走轨迹成型,是目前应用最广泛的方式。
优势:
门槛低、通用性强:普通数控铣床或加工中心就能干,无需专用设备。
材料适应性广:从铝合金软料到中硬钢材都能加工,且表面粗糙度良好。
劣势:
清角能力有限:受限于刀具半径,拐角处必然会残留刀具半径,无法清根;
效率与质量瓶颈:复杂的孔需要多次走刀,效率一般;如果刀具悬伸过长,易产生振纹,对编程有要求。
镗削加工:高效高精度,大批量优选
这种加工方式能像镗圆孔一样镗出内六角、方孔等多边形孔,打破了传统镗削只能加工圆孔的局限。
优势:
效率高:采用G1就能加工,无需复杂编程,内六角最快1S加工一个。
精度与清角双优:加工精度可达±0.05mm,拐角R最小能做到0.2mm,孔壁光滑,基本无需二次加工。

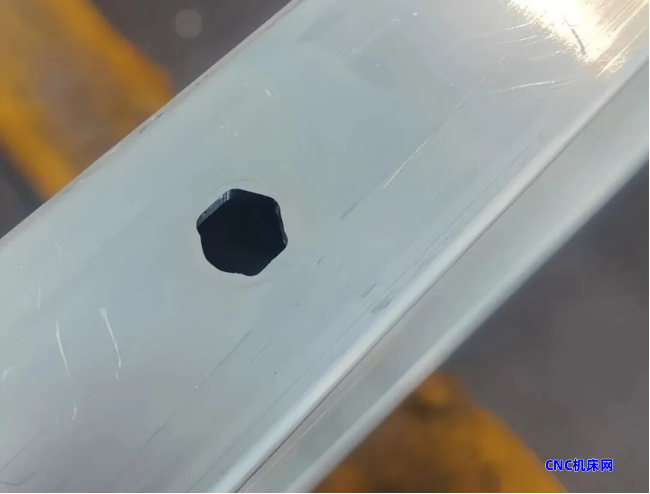
镗削加工的六角孔
保护机床:采用单一轴向进给,切削力稳定,大幅降低了机床损耗,加工出的孔批量一致性佳。
适用范围广:除了内六角、方孔,像D形孔、腰型孔、内八角都能加工,且常规的加工材料都能做,像较深的键槽和直角,在铣好轮廓后,能一刀成型。
保护机床:采用单一轴向进给,切削力稳定,大幅降低了机床损耗,加工出的孔批量一致性佳。
劣势:
需专用刀柄:需使用专用的多边形镗孔刀柄,并搭配专门刀具加工。
旋转冲加工:成本低,适合简单软料小批量
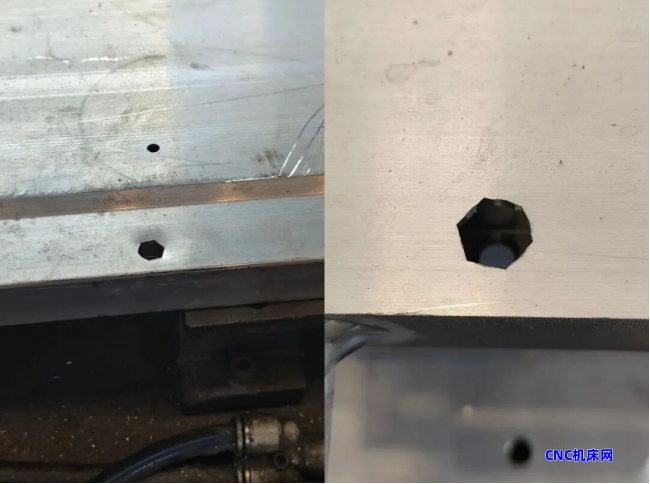
旋转冲加工的六角孔
通过旋转冲头与凹模配合冲切成型,主要适用于结构简单的多边形孔。
优势:
便宜又快:设备成本低,操作简单,准备时间短。对于小批量的简单孔加工,加工效率很有优势,可处理部分不通孔。
劣势:
精度低:加工精度低,孔壁粗糙,拐角R角大。
挑材料、毛刺多:仅适合软质材料,硬料易损坏冲头;批量一致性差,孔口易有毛刺,往需二次打磨。
无法定向:旋转冲的冲压方向固定不可调,无法根据角度或孔位走向灵活定向。
电火花加工:硬料精密,适合高硬度、尖角需求
利用电极放电腐蚀成型,不受材料硬度限制。
优势:
能加工高硬度材料:可加工HRC50以上的硬料,清角能力强,拐角R角接近尖角。
无应力变形:非接触式加工,工件不会变形,适合复杂异形孔。
劣势:
加工时间慢:单个孔加工需要数分钟,不适合大批量生产。
耗材与后处理:电极消耗快,增加了成本;深孔排屑困难,且表面会有放电痕迹,部分场景下还得二次抛光。
线切割加工:微米级精度,适合精密小众件
通过金属丝放电切割成型,属于精密加工领域的“高精尖”代表。
优势:
精度天花板:精度可达微米级,拐角R角极小,表面粗糙度优,无需二次打磨;可加工复杂异形孔。
劣势:
效率低、成本高:加工效率低于电火花,设备及加工成本高昂。
局限性大:只能加工导电材料,无法加工盲孔和深孔,不适合大批量生产。

多边形镗孔刀柄
不同加工方式适用场景汇总
铣削:中小批量、形状多变、材料硬度适中
旋转冲:简单形状、小批量、预算有限、软材料
多边形镗削:大批量、高精度、高效率要求
电火花:材料特硬(HRC50以上)、需要尖角、对加工时间不敏感
线切割:微米级精度、复杂异形孔、导电材料、成本预算充足(不适合量产)
以上是5种常见多边形孔加工方式的特点归纳,根据实际加工需求对照参考。






