

在航空航天制造领域,钛合金与镍基高温合金是支撑高端装备性能的核心材料,但其特殊物理化学属性却让加工成为行业难题。ISCAR凭借针对性的刀具技术与加工策略,精准破解材料加工痛点,为航空航天部件制造的高效、精准与稳定提供了可靠方案。
01 航材加工困境:性能优势背后的制造难题
航空航天部件常采用专为承受高机械载荷、高温及严苛环境条件而设计的材料制造。钛合金与镍基高温合金具有高强度,轻质与出色的耐热性能,因而成为结构件、发动机部件及其他关键组件的关键材料。然而,与常规钢材或铝合金相比,这些特性也导致其切削加工性较差。较低的材料去除率、过快的刀具磨损及严格的质量要求,显著推高了整体制造成本,尤其在加工高价值航空航天部件时更为突出。
02 分材施策:靶向破解两类合金加工痛点
以Ti-6Al-4V为代表的钛合金具有低导热性特性(约为钢材的六分之一),导致切削过程中产生的热量集中于刀具-工件界面。这种局部热量积聚会加速后刀面磨损,并可能引发切削刃塑性变形。钛合金与刀具材料之间还表现出强烈的化学亲和性,增加了积屑瘤形成与材料粘附的倾向,尤其在较低切削速度下更为明显。为应对这些挑战,ISCAR采用细晶粒硬质合金基体与先进PVD涂层技术,应用于HELIDO、CHATTERFREE及整体硬质合金铣刀等产品系列,旨在保持刃口稳定性的同时最大限度减少摩擦与热量产生。
镍基高温合金则呈现不同但同样具有挑战性的加工工况。这类材料在高温下仍保持高强度,并在塑性变形过程中表现出显著的应变硬化特性。在切削加工中,这会导致切削力增加、切削刃前方材料快速加工硬化,以及沟槽磨损、扩散磨损和月牙洼磨损等剧烈磨损机制。切削速度通常受限于控制热量产生,进一步影响生产效率。ISCAR通过强化刀片几何结构及热稳定涂层应对这些工况,体现在SUMOTEC材质、HELITURN及LOGIQTURN等车削系统中,其设计旨在延长切削周期中提供可预测的磨损行为。
03 全工艺覆盖:多工序保障加工精度与稳定性
航空航天部件的加工要求不仅限于尺寸精度。典型公差带通常控制在±5至±10微米范围内,同时需严格控制表面完整性,避免微裂纹、材料涂抹或可能影响疲劳性能的残余拉应力。众多航空航天部件具有薄壁、复杂几何形状或断续切削特征,这些因素增加了对振动和刀具偏摆的敏感性。ISCAR的不等齿距及变螺旋角铣刀设计(应用于CHATTERFREE及HELIMILL等铣削系列)专门用于抑制颤振并提升此类工况下的工艺稳定性。
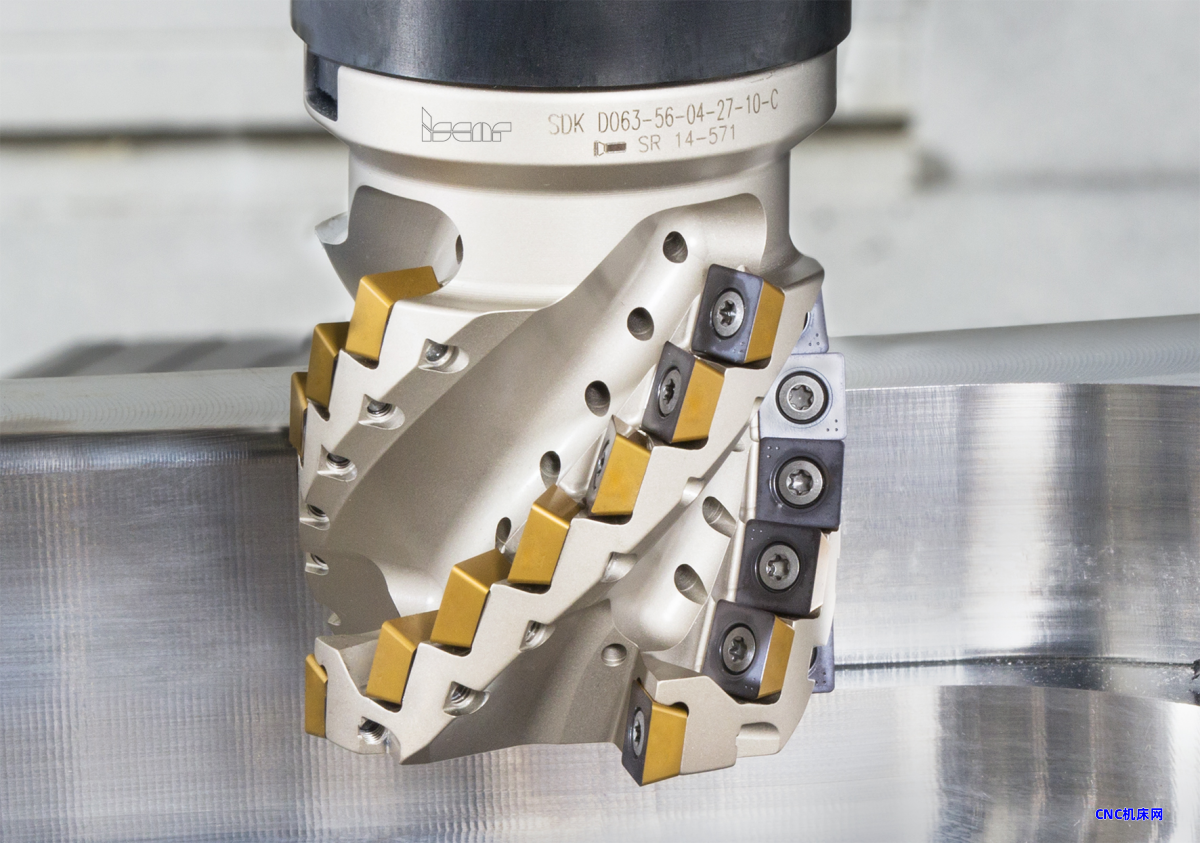
航空航天加工用切削刀具基体须在硬度与强度之间取得平衡,以承受高机械与热载荷的同时抵抗刃口崩损。细晶粒硬质合金材质常被选用,因其在不牺牲强度的前提下提供足够耐磨性,特别适用于断续或不稳定切削工况。针对钛合金及镍基高温合金,ISCAR SUMOTEC技术开发的物理涂层因其强附着力、热稳定性及降低刀具-切屑界面摩擦的能力而得到广泛应用。这些涂层作为热屏障,减缓热量向刀具内部传导,有助于实现更可预测的磨损模式。(图1)
在铣削加工中,不等齿距及变螺旋角铣刀设计用于破坏谐波频率并减少颤振,这对薄壁航空航天部件加工尤为重要。在钛合金加工中,采用HELIMILL HFM等高进给铣削策略可实现更小的径向接触角结合更高的每齿进给量,从而降低切削力并限制热量产生。对于镍基高温合金,铣削策略强调稳定的刀具接触与均匀切屑厚度,以最大限度减少局部磨损,特别是在切深过渡区(最易发生沟槽磨损的区域)。
航空航天合金的车削与切断加工需要高刚性刀片几何结构及可靠夹紧系统,以应对高切削力与热载荷。ISCAR HELITURN、JETCUT及LOGIQTURN等车削系统采用强力刀片定位与优化刃口处理设计,确保切削稳定性。有效的切屑控制至关重要,特别是在钛合金加工中,长而连续的切屑可能干扰切削区并损坏工件或刀具。在高温合金车削中,刀片几何结构与刃口处理对于控制沟槽磨损及延长连续切削过程中的有效刀具寿命起核心作用。
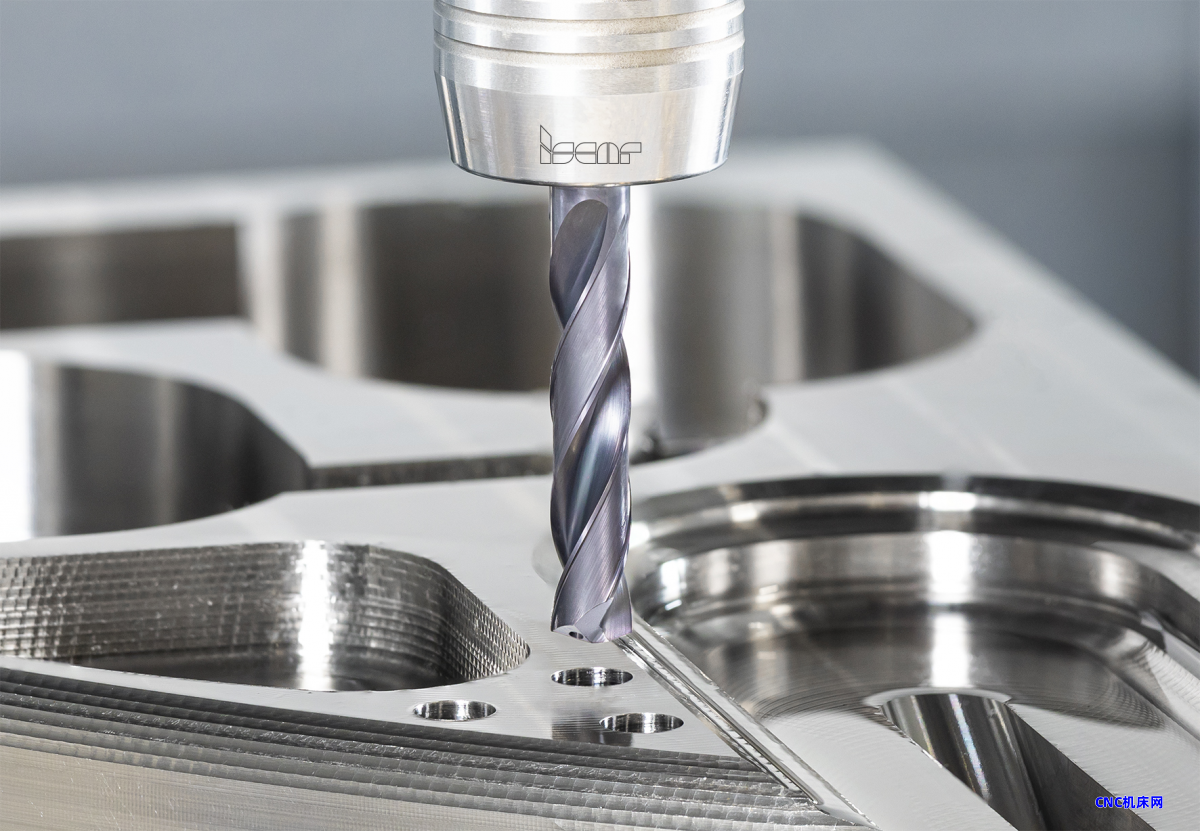
孔加工是航空航天加工的关键环节,因孔质量直接影响装配完整性与疲劳性能。ISCAR的钻孔解决方案(如SUMOCHAM、LOGIQ-3-CHAM)以及DR TWIST、TRIDEEP等可转位系统,提供优化的钻尖几何结构与内冷却通道,以改善排屑并降低切削刃热负荷。这些解决方案支持在各类航空航天材料及部件几何结构中实现一致的孔加工质量。(图2)
04 科学增效:从刀具技术到工艺优化的降本路径
航空航天加工中的刀具寿命受切削参数、刀具几何、冷却应用及机床刚性等多因素复杂交互影响。生产数据与经验研究一致表明,在镍基高温合金加工中,相对较小的切削速度降低(通常在10%至20%范围内)可带来刀具寿命的显著提升,而不会引起加工周期的成比例增加。ISCAR刀具策略强调可预测且可重复的磨损行为,而非追求理论最大刀具寿命,因为可预测性简化了换刀计划并降低了高价值部件加工中突发刀具失效的风险。(图3)

在某航空航天组件钛合金结构件的生产过程中,周边铣削出现后刀面过度磨损及表面粗糙度不一致问题。通过采用ISCAR变螺旋角铣刀、优化涂层选择及调整切削参数,刀具寿命提升超过30%,表面粗糙度值降至规范范围内,从而改善了工艺稳定性、减少了废品率并降低了操作人员干预需求。
数字刀具库与CAM系统的集成在航空航天工艺规划中发挥着日益重要的作用。ISCAR数字刀具平台提供标准化刀具数据,支持一致的刀具选型与参数定义,减少了装夹变异性并缩短了工艺开发周期。仿真与验证工具更进一步实现在车间实施前对切削策略进行评估与优化,降低了高价值航空航天部件加工的相关风险。
刀具寿命的提升与工艺稳定性改善直接降低了废品率及单位部件能耗。鉴于航空航天原材料的高昂成本,即使微小的废品率降低也能带来显著的经济效益。高效的加工策略还通过最大限度地减少材料浪费和最大化刀具利用率,支持可持续发展目标。
航空航天用钛合金与镍基高温合金的加工需要材料特性、刀具技术与切削策略的精准协同。以数据驱动的刀具选型与工艺优化,依托ISCAR专注于航空航天领域的刀具产品组合,能够在刀具寿命、表面完整性与工艺可靠性方面实现可量化的提升。ISCAR的策略为解决航空航天合金加工固有挑战提供了技术框架,同时确保符合严格的质量与性能要求。





