【航天汽车行业应用实例】

【汉鼎超声波】45号碳钢枪钻深孔加工:超声波效益
45号碳钢枪钻深孔加工:加工痛点
45号碳钢(Carbon Steel)是一种含碳量介于0.25%至0.60%的碳素钢材,其硬度相较其他金属钢材并不高,但具有良好的塑性、韧性和强度,且热加工和切削性能表现良好。
然而,在使用枪钻(Gun Drill)进行深孔加工时,往往需要专用加工设备支持,同时要求加工过程中中心出水压力必须达到70至80 bar以上,以确保深孔加工过程中的顺畅排屑,这使得整体加工能耗相对较高。此外,由于深孔加工特征的复杂性,加工过程中刀具的使用寿命、排屑性能以及工件表面质量的稳定性,均可能成为加工中的关键挑战。
45号碳钢枪钻深孔加工:加工信息
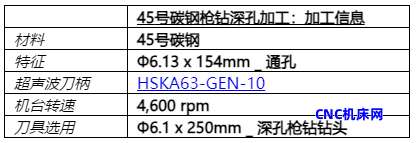
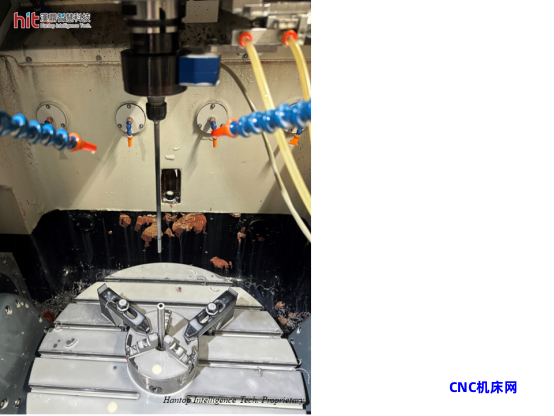
(图1. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工)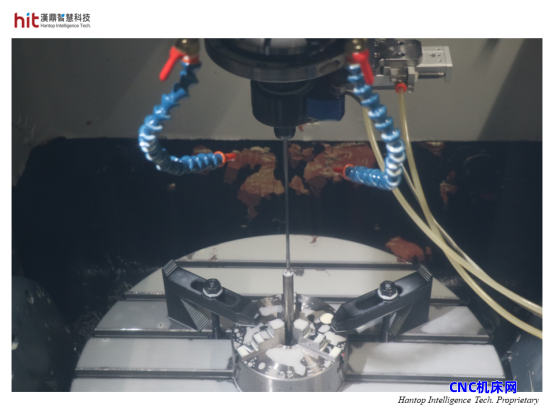
(图2. 汉鼎超声波辅助加工模组应用于45号碳钢枪钻深孔实际加工过程)
【汉鼎超声波】45号碳钢枪钻深孔加工:测试目标
使用汉鼎HSK-A63超声波加工模组,针对45号碳钢的超声波辅助枪钻深孔加工进行测试,目标是在CNC机台上,使用深孔枪钻,在保证钻孔质量符合客户验收标准的前提下,提高加工效率,并改善刀具寿命的稳定性。
【汉鼎超声波】45号碳钢枪钻深孔加工:加工结果
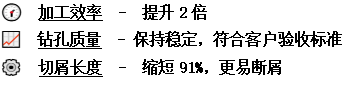
45号碳钢枪钻深孔加工:加工效率
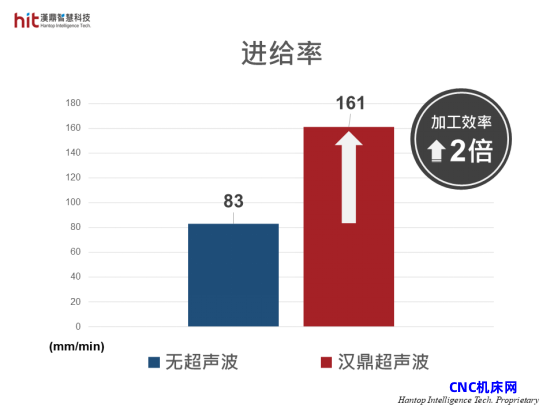
(图3. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 进给率可提升2倍, 整体加工效率提升2倍)
· 在固定转速条件下,搭配汉鼎HSK-A63超声波辅助加工模组,进给率较原刀具厂商建议参数提高近2倍(从83mm/min提升至161mm/min),每转进给量也提升近2倍(从0.018mm/rev提升至0.035mm/rev),且中心出水压力仅开至40bar,整体加工效率提升2倍。
· 通过汉鼎超声波,有效降低切削阻力。借助进给率和每转进给量的提升,加速材料去除效率(Material Removal Rate,MRR),并通过超声波辅助断屑机制完成深孔加工。
45号碳钢枪钻深孔加工:钻孔质量
· 汉鼎超声波辅助加工能有效降低切削阻力,加工过程中刀具与工件间接触时间减少,从而显著降低切削热。在提高2倍进给率的高速加工条件下,仍能维持客户验收的工件质量。
· 加工完成后的工件经过剖孔处理,使用表面粗糙度测量仪对深孔孔壁质量进行检测。结果显示,即使采用高速工法加工,孔壁质量仍能与传统工法相当。
45号碳钢枪钻深孔加工:切屑形貌

(图4. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 使排屑过程更顺畅, 刀具不缠屑)
· 通过汉鼎超声波辅助加工,在提高2倍进给率的高速工法下,即使中心出水压力仅为40bar,超声波的高频微振动使排屑过程更加顺畅,刀具不易发生缠屑现象。
· 相较于无超声波加工,在相同出水压力下,刀具容易严重缠屑,深孔加工后刀具上附着的切屑被一同拖出工件外。

(图5. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 切屑形貌变短且容易断屑)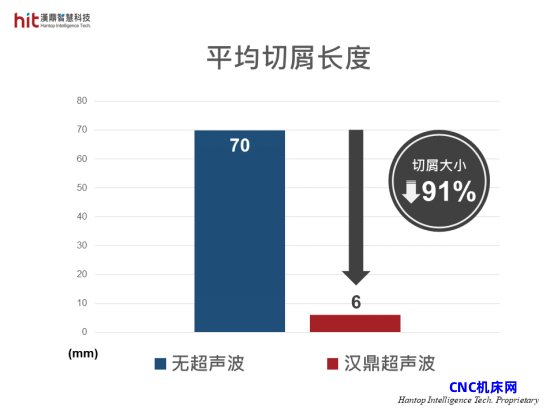
(图6. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 平均切屑长度减少91%)
· 使用汉鼎超声波辅助加工,在提高2倍进给率的高速加工下,中心出水压力仅为40bar,超声波的高频振动可帮助切屑达到一定体积后自然断屑。切屑长度较无超声波加工缩短91%(从平均70mm减至6mm)。
· 切屑形貌从无超声波加工时的连续压扁状,转变为螺旋缠绕状,不易缠绕刀具,从而有效维持良好的钻孔质量并改善刀具寿命。
45号碳钢枪钻深孔加工:产业应用
使用枪钻加工深孔特征被广泛应用于多个行业,包括汽车产业、饲料工业和生物医药产业等,常用于制造重型耐磨机械零件、曲轴(crankshafts)、柴油发动机燃料喷射器(injection system for diesel engines)、造粒网模具(pellet dies)、骨钉(bone nails)以及骨螺钉(bone screws)等产品。
45号碳钢(Carbon Steel)是一种含碳量介于0.25%至0.60%的碳素钢材,与其他金属钢材相比,其硬度相对不高,但具有良好的塑性、韧性和强度,且热加工和切削性能表现优异。
由于这些材料特性,45号碳钢被广泛应用于多个产业领域,包括建筑材料以及各种机械零件的制造,如空气压缩机、蒸汽机的叶轮、重型机械的轴、齿轮及表面耐磨零件,如曲轴、机床主轴和滚筒等。
汉鼎智慧科技的超声波辅助加工模组为新材料的加工带来了全新的解决方案!汉鼎的超声波辅助加工技术能够显著提升加工效率,缩短整体加工时间,同时在确保工件质量稳定的前提下,提升刀具寿命稳定性,从而有效降低客户的整体生产成本。不仅完全符合客户的标准要求,更为客户创造了多重价值!