

机械制造技术
数控编程专项设计
COURSE PROJECT
系别:
专业:
班级:
姓名:
学号:
2021年12月10日
设计题目
针对所给的零件,根据加工要求编写零件的数控车削加工程序,提交设计报告。
毛坯说明:零件的毛坯材料为45号钢,b=0.637GPa,备料时已用锯成相应长度的段料,毛坯在长度方向两端面各留1mm加工余量;毛坯在直径方向的尺寸比零件最大直径处尺寸多4~ 5mm(即直径方向的单边加工余量最小处约2~2.5mm)。
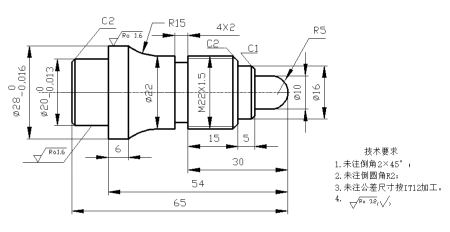
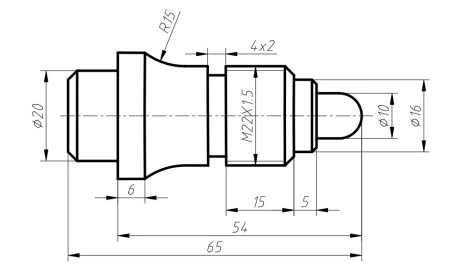
零件图及技术要求如下图所示;生产批量为小批量。
要求:在提交的设计报告中应按比例绘图,并进行以下设计说明:
1、确定加工工艺方案,制定工艺路线;绘图表示每次装夹加工时的装夹位置、刀具走刀路线、加工后的零件形状;
2、合理选择机床、刀具,绘制出刀具的布置图,并进行必要的说明;
3、根据工件材料、刀具材料、机床等因素,通过计算,合理选择切削用量;(至少以一个粗加工/或精加工工步为例,说明切削用量计算过程)
4、根据零件图进行各基点位置坐标值、螺纹尺寸等计算,然后编写各工序的数控加工程序;编程应合理正确,程序书写清晰完整,并加以必要的注释。
5、引用时应标明参考文献出处;最后注明参考文献(包括作者、文献名、出版社或期刊名称,出版时间等)。机床界
一、加工工艺方案分析
零件图技术要求分析此零件由外圆柱面、端面、圆弧面、外螺纹和退刀槽等表面组成其中径向尺寸有较高的尺寸精度和表面粗糙度要求,所以编程时采用半径补偿指令。有公差的地方采用中值编程。工序划分该零件毛坯尺寸为,直径方向的单边加工余量最小处约2mm,长度方向两端面各1mm加工余量。加工需要掉头,先利用三爪卡盘夹持工件一端完成完成工件右端表面的粗、精加工,再掉头夹持零件右端已加工表面,完成mm外圆表面的加工。装夹方式选择利用三爪卡盘夹具夹持工件走刀路线设计
工序一:自定心卡盘夹持工件毛坯一端
车端面粗、精车外圆车退刀槽粗、精车螺纹
工序二:掉头用自定心卡盘夹持工件右侧已加工表面
车右端面粗、精车mm外圆各个工序加工后的零件形状
粗、精车右端外圆后的零件形状车退刀槽后的零件形状
粗、精车螺纹的零件形状左端外圆粗、精车后的零件形状
二、机床、刀具选择
(一)选择数控车床进行加工
(二)刀具种类型号

(三)刀具布置图T01外圆车刀 T02外圆车刀 T03切槽刀 T04螺纹车刀
三、切削用量计算车削外圆时的切削用量选择背吃刀量。根据已知条件,单边余量最小处约2.5mm,故选。选择进给量。查表1-13,取。选择切削速度。工件材料为45号钢,由表1-18知,当时,取。精车时的切削用量选择背吃刀量。取。选择进给量。由表1-16知,Ra=1.6,,取。选择切削速度。工件材料为45号钢,由表1-18知,当时,,取可。机床界
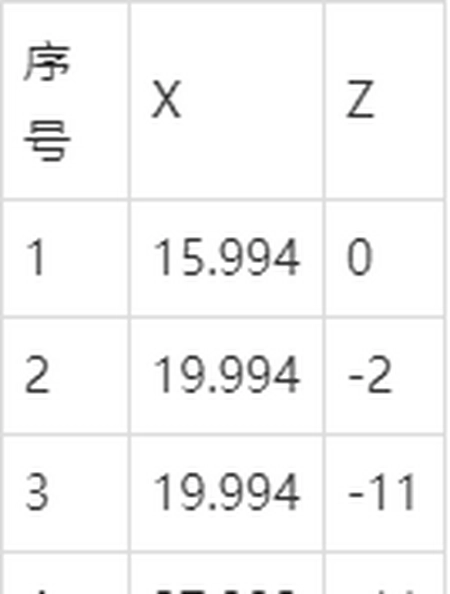
四、数值计算
零件上各基点位置坐标值零件左端轮廓加工基点
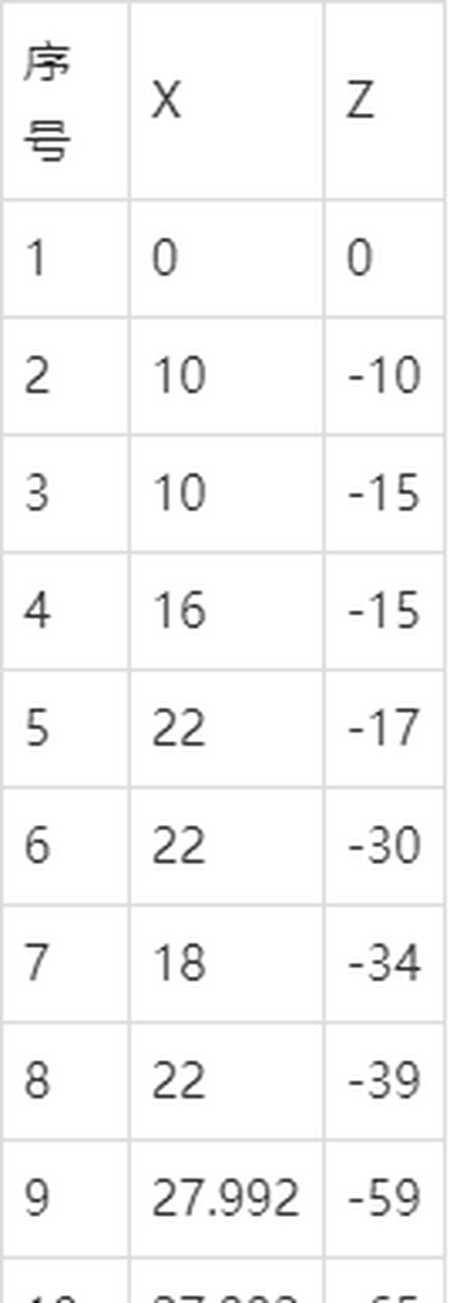
2.零件右端轮廓加工基点
螺纹尺寸值
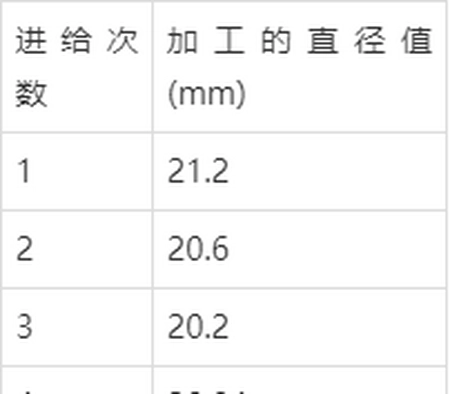
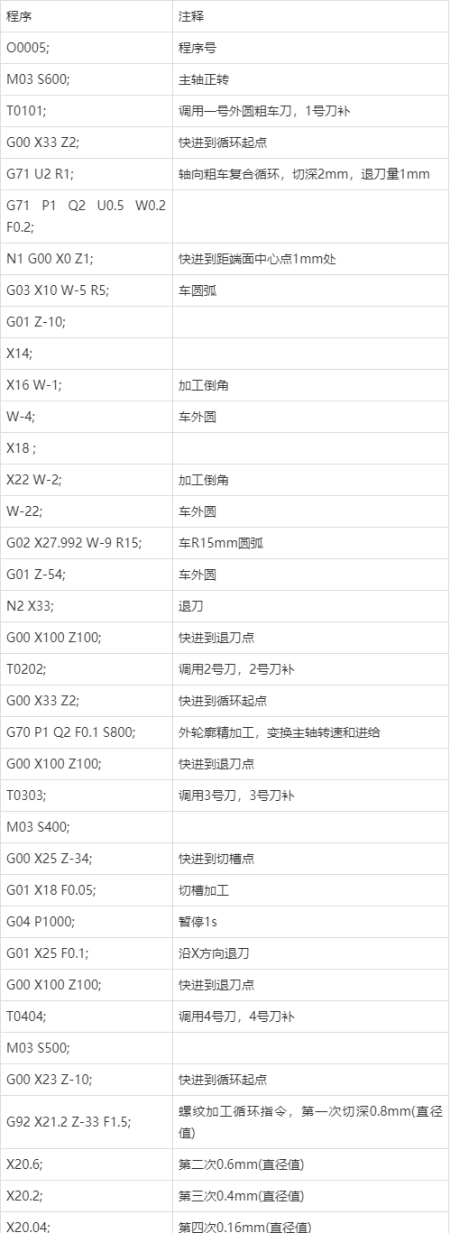
五、编制数控加工程序
零件左端轮廓加工程序。自动加工前,先手动端面对刀。
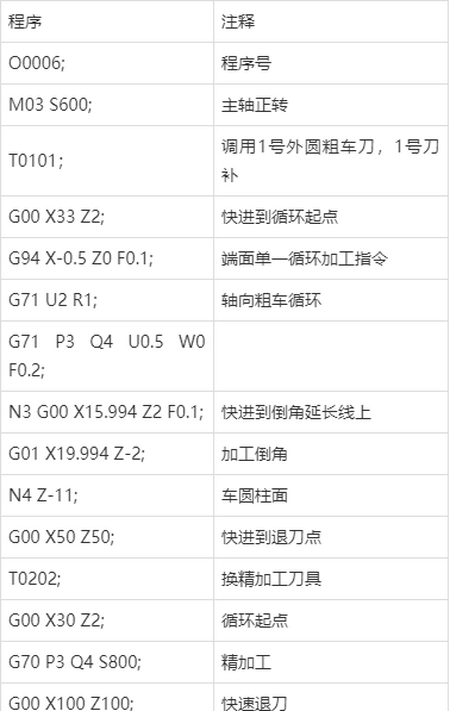
零件左端轮廓加工程序。在自动加工前,需重新对刀。
六、设计总结
通过分析完成对所给零件的数控车削加工程序的编写,加深了对数控加工课程中所学的理论知识的理解,也联系了在机械制造技术基础中所学的部分内容。
通过自己分析设计所要加工的零件的加工工艺方案,完成具体的机床、刀具的选择,以及数控加工程序的编程,真正地在实践中运用和巩固了课堂中所学到的知识。存在的不足是切削用量的计算和选择和程序的编写主要参考了教材中的例题,对这些内容掌握地还不够熟练。
参考文献
王全景,等.数控加工技术:3D版[M].北京:机械工业出版社,2020.6熊良山.机械制造技术基础[M].4版.武汉:华中科技大学出版社,2020.11杨厚川,梁炜.机床数控技术及应用[M].北京:北京大学出版社,2005.机床界





