

2.2.2铝合金车削工艺
一、铝合金加工特性
1、铝合金按生产工艺分类
1)变形铝合金
各种状态下的变形铝合金,其强度和硬度都不高,切削难度在于有较高的塑性,不易断屑,即难保证工件尺寸也容易被铁屑刮伤工件表面。切削时易形成积屑瘤,难以获得良好的表面质量。
2)铸造铝合金
铸造铝合金塑性低,大多数切削加工性好。由于铸造铝合金大多含有硅,其切削性能与硅的含量有关,硅含量越高,对刀具磨损就越严重,切削加工性也就越差。
2、积屑瘤控制
在转速一定、背吃刀量一定的情况下,影响积屑瘤大小的基本原因与工件的直径、加工体积有关,与切削线速度有关,更主要的是与切削温度有关,随着切削温度的增加,积屑瘤大小增加,而随着切削速度增加积屑瘤则由小变大再由大变小,即当增加到峰值后又随着切削速度的增加而降低。其峰值所对应的切削速度随材料的不同而不同。即当切削速度高于一定值时,积屑瘤将不易产生,这是由于当切削速度较高时切削热大部分都被切屑带走,同时由于速度加快,刀具前刀面与切屑底部滞留层之间的摩擦力比较小的缘故。而在低速时,由于背吃刀量一定且不大,单位时间内的金属切削体积少,所以发热量也少,因此,积屑瘤产生也相对小。
3、切削铝合金的刀具材料无心磨床
从铝合金的切削加工性可知,无论是零件的精度还是表面粗糙度,均不能采用磨削的工艺手段。在加工中要保证工件的精度、表面粗糙度和加工效率,刀具都要求耐磨性好。
白钢刀又称为高速钢刀,是一种综合性能好、应用范围较广的刀具材料。白钢刀的材质较软。使用时的转速慢、切屑深、走刀慢。适合开粗、材质较软的零件,需冷却。对于变形铝合金加工白钢刀适合精加工,要求刀尖锋利。不适用铸造铝合金加工,因刀具易磨损。
合金刀材质较硬,种类较多,使用时的转速相对较高、切屑浅,进给速度快、材质较硬的零件。变形铝合金和铸造铝合金开粗时尽不用液体冷却,用气吹即可。精加工时可采用液体冷却。为达到较高的表面粗糙度,一般采用煤油进行冷却。
硅含量较高的铸造铝合金最好采用金刚石刀具,金刚石刀具耐磨性好适合高速车削,提高效率。
二、铝合金加工参数
中国机械企业以经济型数控车床为主,其机床性能达不到高速车削要求。在加工铝材料通常遇到以下几个问题。
1、容易产生积屑瘤。
解决方法:提高主轴转速适当提高被吃刀量或低转速小吃刀量加工。建议采用第一种,效率高。
2、铝屑缠绕刀具与已加工表面接触,刮伤工件表面。
解决方法:刀具刀片前角适当大一些,一般为35至45,主轴转速高,进给速度F大,有利于断屑。无心磨床
YT硬质合金刀加工变形铝合金参数(机床最高转速3000r/min)
切削速度470m/min、进给速度500mm/min、被吃刀量3mm(例毛坯直径50mm,则编程中主轴3000r/min、进给速度500mm/min。)由于机床刚性、刀具材料不同,其参数也会发生改变。
实例一:
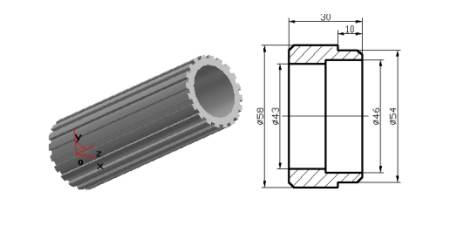
1、工件要求
1)毛坯材料变形铝合金,外直径60mm、内直径40mm、台阶高度5mm。
2)工件无毛刺,不允许使用锉刀或砂纸打磨。
3)未注倒角C2。
2、零件分析
1)工件采用三抓卡盘一次性装夹加工完成。
2)根据图纸要求,使用3把车刀加工:93合金车刀,合金切断刀(刀宽3mm),合金内孔刀,刀柄长45mm。
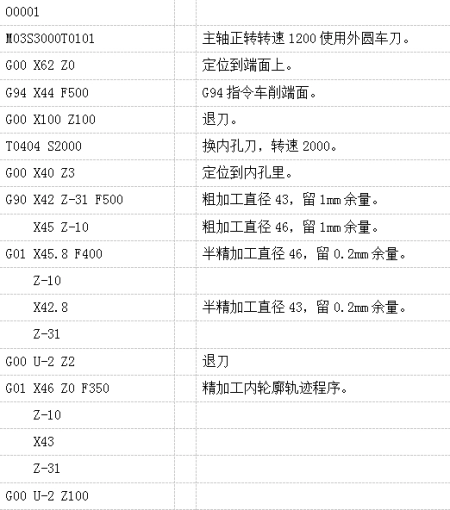
3、加工工艺
1)装夹毛坯;长度40.5mm,用外圆车刀使用G94指令车削端面。
2)换内孔刀使用G90指令加工内孔。
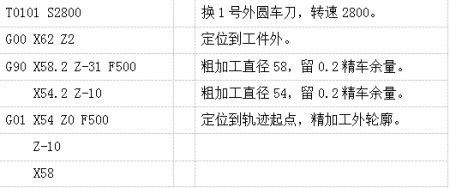
3)外圆车刀加工台阶面。
4)切断刀加工倒角与切断。
5)加工完毕,测量检查各部位尺寸。
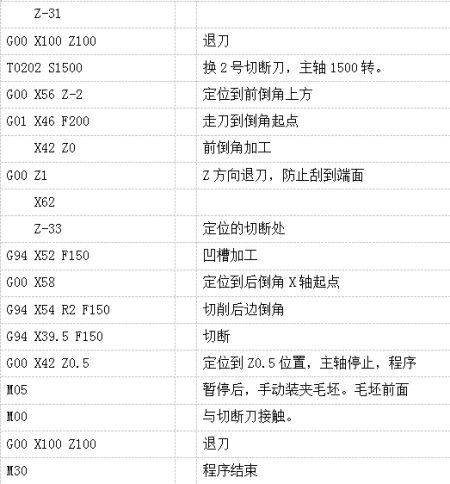
注:加工中采用切断刀倒角主要是防止毛刺的产生。
信息来源公众号:东莞振华职校





