

我一直想写一篇文章,来介绍5轴加工和3轴加工的区别。
以便更深入地理解5轴加工的优势和劣势。
也方便大家知道什么时候选5轴加工,什么情况选3轴加工。
如今,是时候了。
本文主要包括6个部分。
1.什么是5轴加工?和3轴加工有什么区别?
2.一个零件让你亲身体验5轴加工的效果
3.一个案例说明5轴加工的优点
4.同步5轴加工能做什么?
5.5轴加工的注意事项是什么?
6.如何把握好5轴加工的优缺点?
OK,我们开始吧。
01何为5轴加工?
通常的加工中心只能在X、Y、Z三个轴上移动,所以称为“3轴机床”。
与此相对,5轴加工的优点在于,能够省略3轴机床上非常耗时的更改生产准备操作,从而缩短工时,并且还能够执行3轴机床无法完成的加工内容。
5轴加工是指使用支持5轴加工的加工中心进行切削加工。这种加工中心通常称为“5轴机床”,也被称为“5轴加工中心”。
那么3轴机床与5轴机床究竟有何不同呢?
首先,让我们观察其结构。
图1-1是3轴机床与5轴机床的内部区域外观。3轴机床是由固定工件的工作台与主轴构成。
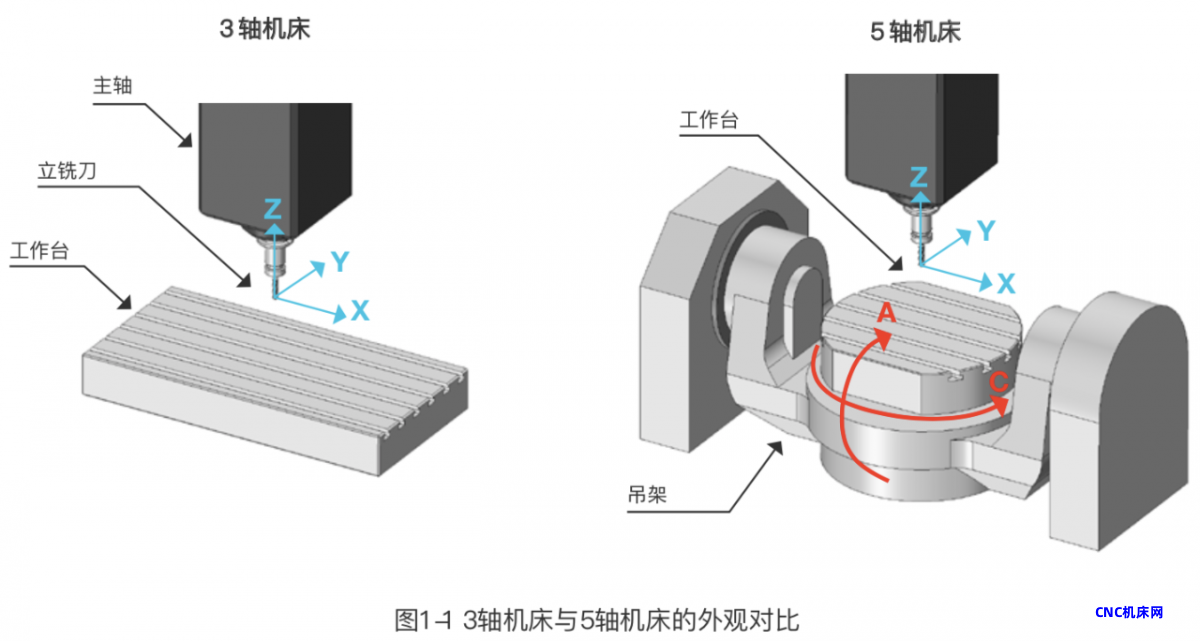
图1-1 3轴机床与5轴机床的外观对比
3轴机床加工动画示意图。
主轴可以相对于工作台在左右方向(X轴)、前后方向(Y轴)、上下方向(Z轴)的3轴方向上移动。立铣刀被安装在主轴上,一边旋转一边在3轴方向上自由移动切削工件。经由此可以实现包括3D加工在内的各种形状加工。
5轴机床加工动画示意图。
而5轴机床的结构中,除了X、Y、Z这3轴外,还增加了旋转的2轴。图1-1是典型的摇篮型5轴机床的结构。工作台可在围绕X轴旋转(A轴)与围绕Z轴旋转(C轴)的2轴旋转方向上自由倾斜。由于旋转A轴的机构像摇篮一样动作,因此得名“摇篮型”。
有时,主轴侧也会附带1轴或2轴旋转功能(也就是所谓的5轴机床)。具备这样的机构之后,5轴机床实际上能够完成何种加工呢?让我们来看一看具体动作的示意图。请查看图1-2。

图1-2 5轴机床的动作示意图
首先如(1)所示,直接将工件放在工作台上进行加工,则上面正对主轴。红色的面正好处于切削范围内。然后,如果A轴倾斜90度,则变为(2)的状态。(1)的状态下无法切削的面变为正对主轴,能够完成切削。
然后,C轴倾斜90度,则变为(3)的状态,可以加工下一个面。继续让C轴旋转,则可以依次加工其他的面。换句话说,工件安装好之后,除了底部之外的所有表面都可以完成加工。由此可以无需更改生产准备,从而可以缩短加工时间、提高加工精度。
当然,5轴机床不仅可以如图1-2所示以90度增量旋转。A轴和C轴均可自由设置为任意角度,并且A轴和C轴都可以单独旋转。此外,A轴、C轴和X、Y、Z这5轴可以同时动态移动。
5轴机床的常规使用方式,是先将A轴或C轴倾斜一定角度进行加工,然后再倾斜到下一个角度进行加工,当主轴移动时,旋转轴处于停止状态。这种类型的加工方法称为“固定5轴加工”或“分度5轴加工”。
另一方面,包括旋转轴在内的所有轴同时移动的加工方法被称为“同步5轴加工”。叶轮等形状必须采用同步5轴加工才能加工出来。
此外,一些5轴机床还具有高速旋转C轴的能力,可以像车床一样进行车削加工。

图1-3 5轴机床的特征
02亲身体验5轴加工的效果
为了感受5轴加工的强大威力,让我们尝试使用示例零件进行模拟5轴加工体验吧。一起思考使用5轴加工制造如图2-1和2-2所示的滑块零件时会发生什么。

图2-1滑块图纸,图2-2滑块草图

这是3轴加工的简化工艺。
在进行各个面的加工之前,必然先做生产准备作业。生产准备作业中包括工件平行度确认、原点设定等需要技巧的细致工作。随着生产准备工作的增加,加工时间也相应增加,尺寸精度则会因为作业误差而恶化。
使用5轴机床进行加工时是怎样的流程呢?请再次查看图2-1。

图2-1滑块图纸
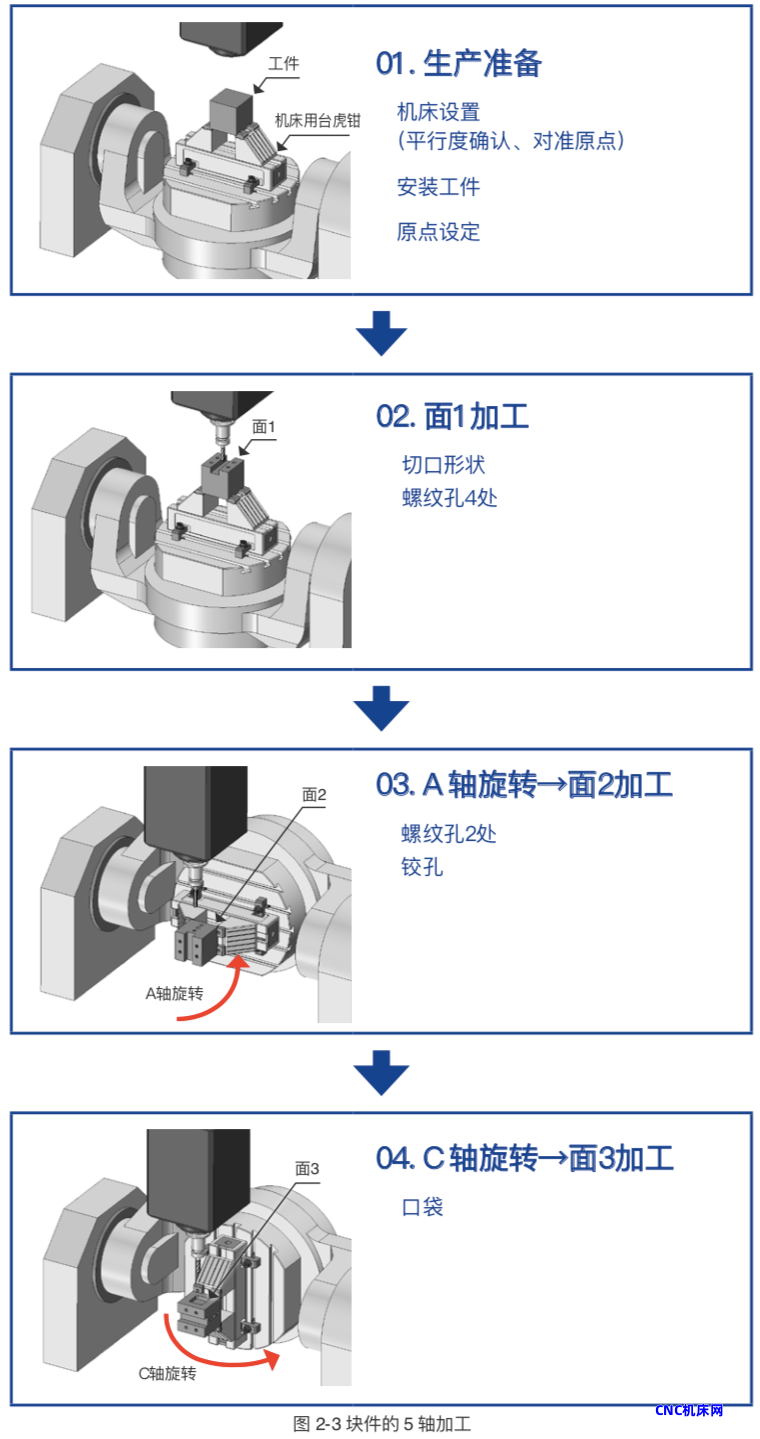
图2-2,块件的5轴加工。
首先,将机用台虎钳安装到5轴机床的工作台上。在使用5轴机床时,通常使用像这样顶升式的台虎钳来固定工件。其目的是确保C轴倾斜时避免工作台与主轴发生干涉。
对机用台虎钳进行平行度确认以及原点设定,然后固定工件。然后,设置工件原点、安装刀具并创建加工数据。至此,生产准备作业完成。
下面进入加工作业。对[面1]进行加工之后,让A轴旋转以加工面2,然后再让C轴旋转以完成面3的加工。在此期间,完全不需要将工件拆下进行更改生产准备。而是可以连续不断地进行加工。

简化的5轴加工工序。
由此可见,使用5轴机床进行加工可以省去更改生产准备的过程。
03 5轴加工的优点是什么?
5轴加工的强大之处不仅在于可以省略变更生产准备,还在于可以精确控制倾角,从而可以从各个角度接近工件。下面介绍5轴加工的各项优点。
1.利用5轴加工削减多面加工的工时和成本
5轴加工不仅能够在加工6面体时省略变更生产准备的时间。在必须从不同角度进行加工,方可完成的复杂形状加工场景,也能够发挥出巨大威力。如果没有5轴加工,则需要花费大量时间和精力为每一个倾角分别制作专用夹具,这很明显是不切实际的。
采用5轴加工,角度和方向可自由控制,无需使用专用夹具等。从而可以大幅度削减早期产品的生产工时数与成本。
下面让我们思考如图3-1所示滑块的加工。对于2个倾斜面分别加工出垂直于该面的开口口袋。

图3-1倾斜块件
要使用普通的3轴机床加工这样的倾斜面时,倾斜面必须正对主轴,所以需要精心对正。一种方法是采用带倾斜功能的台虎钳等工具,另一种方法是制作专用夹具。
带倾斜功能的台虎钳如图3-2所示。在3轴加工机床上,您可以使用这样的台虎钳固定工件,并将其调整到加工所需的角度。这很花功夫,并且由于是模拟作业,所以会导致加工精度恶化。

图3-2带倾斜功能的台虎钳例
专用夹具如图3-3所示。通过制作这样的夹具并将其放置在工件下方,即使在3轴加工机上也可以改变工件的倾角并进行固定。

图3-3倾斜滑块用夹具示意图
例如,如图3-4所示进行固定的示意图。利用这种夹具,可以利用3轴机床在倾斜面上加工口袋凹槽。当然,在这种情况下,另外一个倾斜面上的口袋凹槽同样也需要使用单独的专用夹具。
不难想象,这种加工方法需要消耗大量工时数以及人力。

图3-4利用倾斜滑块进行加工的示意图
如果是使用5轴机床,则不需要消耗这些工时。只需将工件固定在工作台上,在机床上让A轴和C轴旋转,即可立即进行加工。
2.5轴加工是让刀具斜向接触工件
在5轴加工中,尽管并未特别关注,但是让工件以倾斜的状态与刀具接触有一些独特的优点。优点之一是在某些情况下可以缩短刀具的悬伸长度。优点之二是球头型立铣刀的刀尖以外部位也可用于切削工件。
悬伸长度是刀具尖端到刀柄端面之间的距离。之前曾经讲解过,刀具的直径(D)和悬伸长度(L)之间的关系应该满足L/D≤5。如果悬伸长度过长,则刀具的抖动将增大,加工精度将恶化,并且切削后的表面粗糙易脏。
下面让我们思考如图3-5所示零件(L型滑块)的加工。

图3-5 L型滑块
该L形滑块内侧的深度为120mm,其拐角弧度为R5。如果用3轴机床加工这个零件,就会出现如图3-6(1)所示的状况。

图3-6 L型滑块的加工方法对比
由于拐角弧度是R5,因此使用Φ10的球头型立铣刀。球头型立铣刀的悬伸长度必须加长,以确保立壁与刀柄不会发生干涉。悬伸长度至少需要达到120mm。
此时,悬伸长度(L)120mm÷刀具直径(D)10mm=12.0。相对于原本的L/D≦5来说,悬伸长度过大。如果直接开始切削,则表面可能会整体上很粗糙,有时刀具甚至可能会在加工过程中损坏并损伤到工件。
使用5轴机床进行加工时,可以将工作倾斜到方便的角度,因此无需担心刀柄会发生如图3-6(2)所示的干涉,从而可以减小悬伸长度。
由此可以加工出3轴机床无法加工出来的形状。或可通过减少悬伸长度加工出更为平整光洁的表面。
此外,球头型立铣刀的刀尖转速为零。也就是旋转中心附近原本基本不具备切削力。是强行将其按压在工件上进行切削。如果采用5轴加工,将工件倾斜后顶在立铣刀上,则可以让这个转速为零的部分避开工件。
也就是说,由于是利用具有切削力的部分切削工件,因此具备表面更加平整光洁的优点。
04同步5轴加工能够做到什么?
5轴机床的真正优点在于,它可以同步X、Y、Z这三个直线轴和A、C两个旋转轴,并在同时对它们进行控制时移动,实现了同步5轴加工。
当然,机床和CAM首先必须兼容同步5轴加工,而且创建加工数据的难度也很高。工作台和主轴都是动态移动,因此哪怕是设置中稍有疏忽,都会导致主轴和工作台之间发生碰撞。
需要具备固定5轴加工所不具备的丰富经验。能够应用同步5轴加工的加工企业,即使在日本也是非常有限的。
同步5轴加工可以做到以“叶轮”为代表的具有大量底切加工的复杂形状。如图4-1中所示的零件就是其典型案例。

图4-1 5轴加工的零件例
固定5轴加工时,每次加工时都需要固定工作台倾角,让工作台停在某个倾角进行加工,然后再旋转到下一个倾角并固定后再进行加工。虽然也可以通过多次改变倾斜角度的方式来加工像叶轮这样的复杂形状,但可以想象这将需要消耗巨大的人力。
相比之下,同步5轴加工允许工作台与主轴的运动同步连续倾斜进行加工。只要有足够的缝隙让立铣刀伸入,就可以避开工件,在不让工作台停止动作的情况下进行连续加工。
请记住,在加工此类复杂形状时,同步5轴加工效果最佳。
05 5轴加工的注意事项
虽然5轴加工用途广泛,但由于其自身结构特点,也有一些需要注意的地方。
1.不适合进行粗加工、重切削
如你所见,与普通3轴机床相比,5轴机床增加了用于在2轴上旋转的结构。这意味着机器结构更加复杂,通常来说刚性不如3轴机床。特别需要使用5轴加工的复杂形状零件,以航空器的零部件举例来说,往往采用薄壁结构以减轻重量,有很多零件甚至90%以上的材料最终都变成了切削屑。
切削加工基础是以减小体积为目标的粗加工和以提升表面精度为目标的精加工。粗加工是使用尽可能大的刀具以较大切入量进行切削。这种加工的切削阻力较大,所以也被称为“重切削”。但是,5轴机床的结构非常“奢华”,所以并不适合用于重切削。
例如,如果你尝试使用5轴机床对切削阻力较大的不锈钢进行重切削,则机床本身会快速振动,这可能会对工件产生负面影响。这必然就需要考虑使用尺寸较小的刀具来进行轻柔的加工,以减小阻力。
粗加工对精度并无要求,但是要求加工速度快,但是如果担心机床振动,就只能降低加工速度。也就是说,在粗加工时使用3轴机床进行重切削,然后转移到5轴机床上进行精加工或是切削必须采用5轴加工完成的部分,这种情况也非常常见。如果加工现场能够正确分类使用3轴机床和5轴机床当然是最好的,但如果加工现场只有5轴机床,那么就不得不使用并不适合进行重切削的5轴机床进行加工。
2.加工精度未必更高
在前文中我们提到5轴机床可以节省更改生产准备,从而更容易提升加工精度。但是也有一些因素决定了5轴机床并不总能达到很高的加工精度。
由于5轴机床的工作台也在旋转,因此如果最初生产准备时存在误差,则有时误差会被放大。例如,假设您正在加工一个如图所示的滑块,其中同轴沉孔加工很重要。需要在贯通孔的两端做沉孔加工。假设这个沉孔加工的同轴度对于该零件的功能很重要。

图5-1同轴孔滑块
假设使用5轴机床如图5-2所示加工沉头孔。
假设如(1)那样固定工件时,工作台的旋转中心与工件的加工原点未对准。假设偏差量为D。
在一侧加工沉孔后,如果让工作台绕C轴旋转180度并尝试在另一侧加工沉孔,则最终会在两倍于偏差量(即2D)的位置进行加工。如果加工时没有注意到这一点,即使同轴度很重要,最终也会在同轴度偏差很大的情况下进行加工。
我们必须时刻意识到,像这样旋转工作台可能会导致误差增大。

图5-2加工错位示意图
3.工件尺寸受限
5轴机床比3轴机床多了2轴,结构更加复杂。在机床尺寸相同的情况下,5轴机床的工作台尺寸往往较小。也就是说,相比于3轴机床,5轴加工能够处理的工件大小受到限制。
考虑到机床的尺寸,您可能会觉得它只能处理非常小的物品。拥有可加工大型工件的机床的加工企业屈指可数。
如上所述,请务必记住,5轴机床往往会限制工件尺寸。
4.加工成本昂贵
5轴机床的采购费用比3轴机床更贵。此外,必须新引入或定制应用程序(CAM),以用于创建支持或兼容5轴加工的NC数据。不要忘记,加工成本也会因此而相应上升。
5.有1面必须在其他工序中进行加工
5轴加工无法对6个面全部进行加工。固定时作为底面的那个面无法被加工。因此,原则上在进入5轴加工之前,必须先在其他工序中对底面进行加工。
很多情况下必须精心设计如何将工件固定在5轴机床中。除了本文中介绍的机床用台虎钳外,有时也必须使用专用夹具。固定精度不同,加工精度也会随之产生很大差异,因此在进行5轴加工之前预先做好准备非常重要。
06把握好5轴加工的优缺点
在本文中,我们介绍了当前切削加工技术中最为先进的5轴加工的相关内容。下面总结下5轴加工的优缺点。

在设计时将5轴加工考虑在内是一个好的选择,但需要对这些优点和缺点做通盘考虑,并将其反映在设计中。5轴机床既不是能够高效执行所有工序的万能机床,也并不是能够完全兼容替换3轴机床的升级机型。
请务必理解5轴机床附带的特有课题,并适当地选用它。





